Hurry Can Hurt: 14 of the most common excuses made in safety, and how to address them
October
14
2014
Hurry Can Hurt: 14 of the most common excuses made in safety, and how to address them.
Cooling Tower Depot is very proud to have reached another milestone in our safety expectations, 5 years with no lost time. As we continue to improve, challenge and succeed with our safety goals and expectations, we would like to help impact your goals as well.
In the same way that race cars are marked with racing stripes, people who race on the job are marked with cuts, bruises and bandages. Racing through a job at one time or another, no matter how big or small, home or on the job, this is something that we have 100% control over.
~“Right is right even if everyone is against it, and wrong is wrong even if everyone is for it.” ~ by William Penn
Every day, CTD employees are encouraged to “do the right thing” by taking ownership over their own actions, and being accountable for leading and encouraging others safety habits.
Here are 14 of the most common hurry up acts within our industry. Have you practiced any of these lately?
didn't wear safety glasses because the job would only take a few minutes
used the wrong ladder because the proper one was too far away
didn't use the proper lockout procedures because no one was around and it
was easy to fix alone
took a short cut between machinery and stockpiles of materials
used a wrench instead of a hammer because the hammer was in the tool
box on the other side of the room
climbed a ladder with a pocket full of tools because the tool belt had been
forgotten
cut the grounding prong of a three-way ground wire plug because there
wasn't an adapter,
removed a guard to repair the machine or prepare it for a special run and didn't
get around to putting it back yet
reached just a little bit further on the ladder because there wasn't time or
energy to get down and move it
didn't unplug a power tool before making adjustments because it would only
have to be plugged in again anyway
used a dull saw blade for just one more cut
gave a forklift truck just a little more pedal so one more load would be done before lunch
laid a board full of nails down with the intention of bending the nails
over in a minute
climbed up the side of a bin instead of getting a ladder
didn't slow down at a blind corner this time because no one has been there
before.
Did you answer yes to any of the above, or have you seen others attempt these acts? Even if nothing bad has ever happened and you have done this a thousand times before, safety is a huge deal. You may have gotten away with a "near miss" experience; However, eventually a serious injury will happen because it is only a matter of time. Each one of us must have personal accountability for our actions. As leaders and experts in our fields, we can pass along our good behavior to encourage and motivate those we teach. Are hurry up acts worth risking our eyes, our limbs or our life or someone else's to save a few minutes on the job? When we hurry up on the job we are often not only speeding up our work but also speeding up our chances of having an accident.
Slow Down and be Safe!
Let's review some safe working practices:
use personal protective equipment when necessary
take the extra steps needed to do the job properly
always use the correct tool for the job
check to make sure safety guards are in place
follow lockout/tagout procedures as if a life depends on it-it does
keep the worksite tidy
return tools to their proper place
use proper lifting techniques
be alert to ways in which the workplace can be safer.
Remember, practice safety -- don’t learn it by accident
"We have an amazing company that is full of some of the most talented people in our industry that work hard every day to ensure that our crews have what they need to be safe and perform the work that needs to get done." ~Sean Villard, Former EH&S Director~
The importance of doing business with properly licensed cooling tower vendors
October
19
2014
By: Dan Nichols - CTD cooling tower sales director
In today's business world it seems that in many cases the bottom line takes precedence over everything else. Owners issue requests for pricing and send them out to as many as a dozen or more bidders. Or, in many cases they invite several companies to inspect their cooling tower and have each one develop a scope of work and provide pricing to execute it. Prices and scope tend to vary considerably in the latter case making a decision more difficult.
More and more often the low bidder is not licensed to perform the work. Most states require by law that construction industry contractors hold a valid license and be registered to do business in their state. In most cases performing repairs or erecting a new cooling tower without a license is punishable by a fine. Often the fine is in the tens of thousands of dollars depending on the magnitude of the project and applies to both the Owner of the cooling tower and the cooling tower contractor.
Some states require that a contractor's license number be written on the outside of the sealed bid envelope. In those states it is illegal to even offer a bid without being properly licensed. Those contractors that are licensed believe this should be the case in all states that require a license.
This procedure costs the Owner nothing. The benefits to the Owner include having the knowledge that the bidders are all technically capable of performing according to the specifications and local codes but also that the bidders are financially responsible. Some contractors have lost their licenses in the past due to poor financial history or unacceptable work practices. The major benefit to the Contractors is that being licensed levels the playing field. None of us are afraid of competition. We all believe the benefits greatly outweigh the perceived cost savings that may be seen by awarding projects to unlicensed contractors.
In recent conversations with state inspectors I have learned that the states are very serious about investigating claims of unlicensed activity. When a claim is made the state's investigator follows up as soon as they receive the file. They take the investigation seriously and ask questions in order to gain as much insight as they can. They welcome any input on specific claims and they encourage us to make those claims when they are warranted.
Cold weather is on its way, and with that comes damaging wind and ice. Cooling Tower DEPOT, Inc. cooling towers are designed to reduce icing problems during cold weather operation. The only exposed area on a cooling tower is the air-inlet or louver area, if installed. All other components are inside of the tower and will be protected as long as the tower is supplied with substantial operating heat load. If no heat load is available, the circulating water should be bypassed directly to the cold water basin. If your tower is not equipped with bypass, shut down your tower completely.
Water flow rates to the tower must be maintained at the highest operating level. This will ensure a full warm water wash of the internal components.
COLD WEATHER STARTUP
With initial startup of the entire tower or individual cells, general procedures as outlined earlier should be followed. In addition, the procedure should include:
1. Check the hot water distribution system for all nozzles at full flow.
2. Visually inspect the fan and drive shaft for any ice buildup. Startup with ice on the fan blades or drive shaft can cause an imbalance and damage.
3. Start water flow prior to any other startup. Should there be any ice buildup on the mechanical equipment, the warm air vapor must be allowed to melt the ice prior to any other equipment startup (typically 30 minutes).
COLD WEATHER OPERATION
The cold water temperature should be maintained at 55°F or greater. The temperature should be monitored every four to six hours during critical dry bulb periods.
When the water temperature falls below 55°F, the following steps should be taken:
1. Fans should be shut down, one at a time.
2. Should cold water temperatures fall below 55°F with one fan off, shut off both fans. NOTE: With fans off, splash-out may occur.
3. In climates where cold water temperatures will fall below 55°F with all fans off, the tower should be equipped with closure tarpaulins. These are to be installed at the air inlet opening on the windward side of the tower. With the tarpaulins in place, the same reduced speed and shutdown fan procedure, just described, should be followed.
4. The same inspection method should be followed as under your pre-starting procedures. In addition, visual inspection of the air inlet area should be made during the coldest hours of the day.
5. Any ice buildup on the perimeter columns or the bottom of the fill should be noted and frequently monitored. If ice buildup becomes excessive, begin shutdown procedure. Do not in any case try to physically remove or strip the framework of ice. Melting will leave components in good condition. Physical removal of ice will generally cause more damage.
6. The mechanical assemblies supplied with this tower may be capable of reverse operation, see documentation supplied by the motor starter and controls vendor for further information. Reversing motor rotating direction will reverse fan direction and push air down through the tower components from the fan stack through the sir inlet. This will push warm air to the air inlet opening for melting any ice accumulation.
Reversing procedure (if applicable) should be performed only as a last resort. The reversing mode of operation should be monitored continuously. Reverse operation should be used only on those cells with severe ice buildup and systems capable of reverse operation.
The reverse mode should be activated for a maximum of 30 minutes. Because the sir flow is reversed there will be splash out through the sir inlet / louver area (if supplied) of the tower.
NOTE: Louvers with heavy ice will split and break. Broken louvers will cause splash-out as well.
Flow water for fifteen minutes with the fans shut off to prevent ice buildup in the plenum area.
Prior to restarting fans in either normal or reverse directions, fan blades must be visually rechecked to ensure there has been no ice buildup.
Please allow at least two minutes between forward and reverse operation.
It is acceptable to begin reverse direction when the fan is wind-milling in the forward direction. The nearly zero-speed torque applied to the mechanical equipment is not excessive.
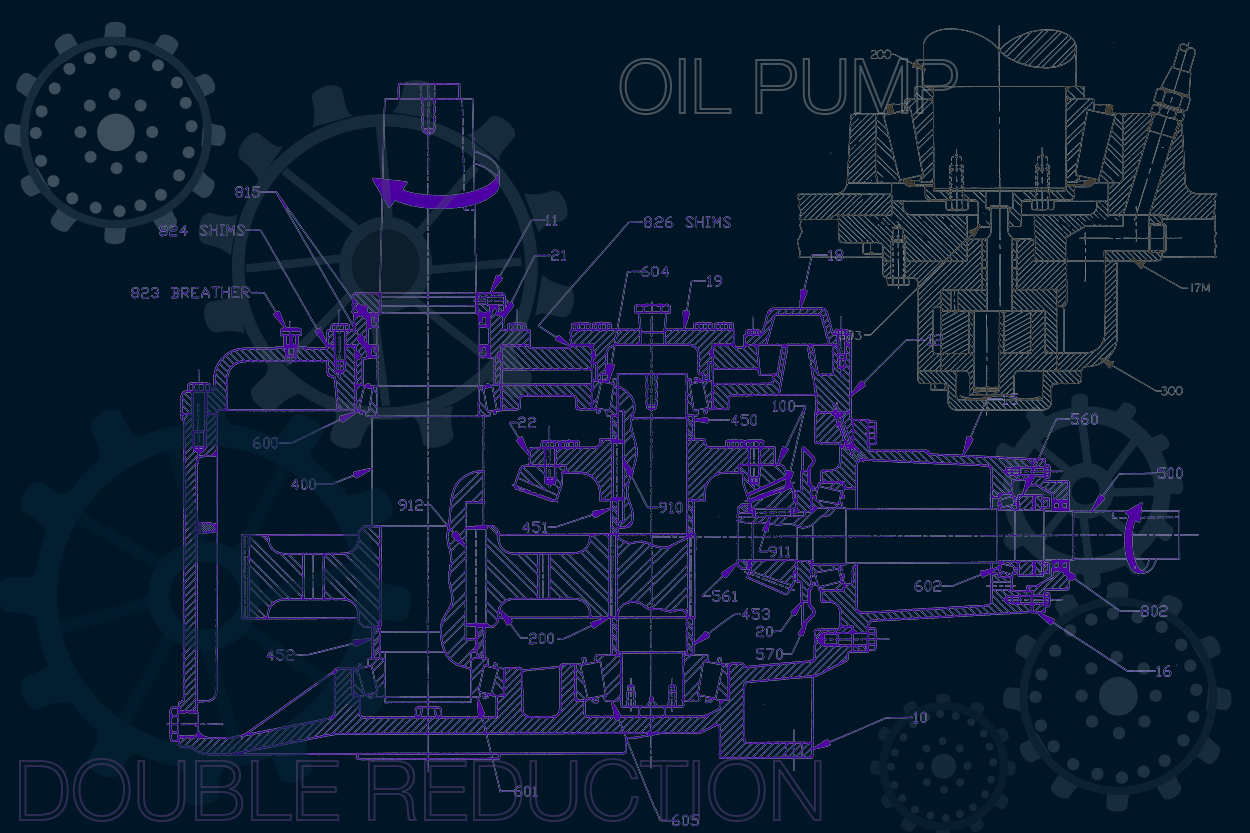
When it comes to cooling tower mechanicals we can be assured of one thing... Your gear drive can make or break the overall tower performance. Spend just a little time in the field and you will realize that the gear drive can present issues, that depending who you ask, can have various solutions. Let’s take a moment to review some of the most common issues and ways to prevent them from starting in the first place.
Common gear drive operations
The operation of your gear drive on the surface would seem to be pretty straight forward. However, there are some things to keep in mind to ensure longevity out of your gear drive. A drive can be operated in three different ways
With a single speed motor
With a two speed motor
With a Variable Frequency Drive
When it comes to single speed motor operation one of the main things that we should be concerned with is damage to the gear teeth. The main cause of damage to the gear teeth is through large torque spikes. As energy is transferred from the motor through the driveshaft to the gear drive torque is displaced and absorbed, mainly by the internals of the gear drive. To prevent large torque spikes remember the following. Always use a NEMA Design B motor to limit starting torque. Never use a “Y Delta” starter, as these can produce large torque spikes. Always make sure that the fan is not “wind milling” in reverse direction prior to motor start up. If icing is not an issue in your area you may want to consider a non-reverse option to be added to your gear drive. For just a little more cost, take the worry out of the equation.
Two speed motor operation can also present gear teeth damage issues. Remember to make sure that the gear drive has an adequate torque rating at both motor speeds. Always use a time delay when changing from the low speed to the high speed. Also don’t forget about the pesky “wind milling” effect. (Just go ahead and get the non-reverse adder)
Now Variable Frequency Drives (VFD) need to be looked at a little more closely. Yes they can save money in power consumption over time. They also prolong the life of the gear drive by mitigating some of the harsh wear and tear of single or two speed motors, but if not set up correctly from the beginning, VFD’s, can have the opposite effect. So please remember to lockout speeds that excite the systems natural frequencies (+or - 5 Hz). Both critical speed and blade pass frequencies should be taken into account. If you don’t know what these speeds are for your tower call Cooling Tower Depot Inc. and we can help. Keep in mind that the deceleration rate of the gear drive should be greater than the natural coast-down time. Do not operate above the gear drive nameplate speed. Lastly, do not operate below the minimum speed allowed by the gear manufacture. For example, Amarillo Gear Company’s minimum speed is 450 RPM. If you are using a single reduction gear drive, you may want to consider the low speed option. This ensures that the vertical upper bearing is properly lubricated at all times alleviating the need for mechanical or electrical oil pumps.
Common gear drive maintenance practices
Lubrication seems to be the largest issue related to gear drive failures. What can we do to ensure that our gear drives are properly lubricated at all times? Well, we can start by using some best practices for maintenance and inspections. Monthly Inspections would suggest that we drain water off the bottom of the oil sump or filter oil through a water/ particulate filter. Quarterly Inspections would suggest that we take an oil sample and have it analyzed. Collect vibration data, check function of cutout switches, and check the non-reverse device.
Semi Annual Inspections: according the operating and maintenance manual provided by Amarillo Gear Company; it is recommended that all oil be changed at 2,500 hours or every 6 months regardless if mineral or synthetic. Don’t have an O&M manual for your gear drive?
Don’t worry just head to the Depot Digital Library and pick up your O&M Manual for your gear drive!
Here are some tips to remember as you analyze your gear drive oil
Selecting and reading your oil sample analysis can be an art in and of itself. Make sure to request the Karl Fisher analysis for accurate water content. This helps to paint the picture you’re looking for. Water content should be below .01%. Every analysis should include viscosity and a total acid number (TAN). An increase in both the viscosity and TAN indicates oxidation and oil should be changed immediately. If you see a high particulate count this is indicative that damage has already occurred to the internals of the gear drive. If this happens please contact Cooling Tower Depot, and we can make sure that your drive is repaired properly and is back in service in no time.
When it comes to selecting the right oil for your drive there are several brands out there that say they are the best. If you have one that is working for you, then keep using it! Just make sure that it follows these manufacturer recommended guidelines. Extreme Pressure or “EP” additives are not recommended. They have be proven to cause damage to the internal lining of the gear case over time as well as bearing life reduction at high operating temperatures. Use 220 viscosity oil (either mineral or synthetic). If using a mineral oil please note that the minimum operating temperature is 20°F and the maximum operating temperature is 180°F. For synthetic oils the minimum operating temperature is also at 20°F and the maximum should be at 220°F. Synthetic oils generally last longer and handle higher temperatures better. For a little more in oil cost you can help extend the overall life of your drive. Next time you order a new drive ask us to ship it with Mobile SHC630 synthetic oil! If you are in a colder climate and oil temperatures fall below 20°F, ask us about adding an oil heater to your next gear drive order.
If your tower runs in cycles you are more prone to have water in the gear drive oil than those that run continually. For example power plants vs. refining applications. As the gear drive runs a small amount of pressure can build up inside the drive (around 5-10 PSI). When the drive cools it tends to pull in air, and water along with that air, back into the unit. Keeping with the above best maintenance practices will keep your gear driving running problem free for years to come.
Be sure that your drive keeps operating the way you want it to Check the Seals: Now that you have selected the right motor operation, and the right oil how can we keep the drive operating the way we want it to? One way is to check the seals. The standard Nitrle Rubber seals on the input shaft of your gear drive will generally last 3-5 years (under continuous operation). They can easily be changed in the field, and will help ensure proper oil levels at all times. Ask us how to upgrade your seals to Viton, and get the most life out of your seals! Vibration Monitoring: Another way to ensure a long lasting gear drive is vibration monitoring. Vibration switches work well in preventing a catastrophic failure. We recommend a vibration switch that is mounted outside the fan stack to avoid corrosion of the internal mechanism. The plenum area is a harsh and corrosive environment, and locating switches outside the stack make it much easier to access for resetting and maintenance... You won’t have to get a confined space permit! For the best in vibration monitoring consider using a vibration transducer. The transducer gives a much more accurate reading and can help with diagnostics and the prevention of a catastrophic failure. Ask us to have your next gear drive drilled and tapped for a vibration transducer!
Experience and quality come together
When it comes to gear drives, Cooling Tower Depot Inc. understands that our customers want quality and affordability, which is why we have partnered with Amarillo Gear Company. AGC has been in business since 1917 and has been the premiere cooling tower gear drive manufacturer since 1964. In 2007 Cooling Tower Depot Inc. invested close to $1,000,000 in our in-stock Amarillo Gear Drive units. If you should ever have a failure and need an emergency replacement we have an option for you. We stock the world’s largest supply of Amarillo Gear Drives, including the most common models and ratios. We are constantly replenishing our inventory, and with more than half of the cooling tower installations in the US using AGC gear drives rest assured that Cooling Tower Depot has you covered!
If you have a new tower project that has a short lead time we can use one of our in-stock units to help lower the overall lead time as well. Make sure to get a quote from your Cooling Tower Depot Inc. sales professional ahead of time and know that CTD will be there when you need us.
Have a Marley Gear drive? No problem! Cooling Tower Depot Inc. also stocks refurbished Marley units as well as the Amarillo Gear Company “A” Series (drop in replacement for Marley Gear Drives).
Night or day, perfect weather or hurricane conditions, Cooling Tower Depot Inc. is equipped to handle any and all of your cooling tower needs. We are the DEPOT of all cooling towers!
Have any questions?
I have been working specifically with gear box operations for many years. Feel free to contact me at my office:
Brandon Rees
Regional Sales Director
Cooling Tower Depot Inc.
281-542-1234 ext. 3 brees@ctdinc.com
3 Ways Cooling Tower Depot Provides LOCAL Cooling Tower Services
Nov.
19
2014
The saying goes, “don’t forget where you came from.” Years later, we most certainly have not forgotten. Ten years ago, Cooling Tower Depot, Inc. started our own small business journey. Today, we have been lucky enough to grow outside of the classifications of a small business as defined by the SBA; however we haven’t forgotten where we came from. Cooling Tower Depot, Inc. still supports small businesses and we still believe in doing business at a local level. This why CTD strives to offer the support of a global company that provides local cooling tower services.� We serve your local area in three major ways:
This why CTD strives to offer the support of a global company that provides local cooling tower services. We serve your local area in three major ways
Cooling Tower Depot believes in supporting communities, we make every attempt possible to hire our craftsmen locally based on where the project is located.
Cooling Tower Depot manufactures and distributes cooling tower parts from multiple locations within the US. We manufacture our parts in-house, providing the best pricing within our industry.
Cooling Tower Depot’s sales managers are located regionally, throughout the U.S, to provide personalized and localized customer service. This way you receive cooling tower support that is specific to your needs. Get to know our Regional Sales Managers and Discover your local cooling tower expert!
As a supporter of small businesses, Cooling Tower Depot is spreading the word about Small Business Saturday. On Saturday Nov. 29th we hope that you will join us in supporting local communities! Spend your time and your money shopping for that perfect holiday gift at a local business. Discover a local business near you! Lastly, with the holidays approaching, Cooling Tower Depot, Inc. would also like to say Thank You to all of our current and future customers whom have, and will continue to help shape the success of CTD. We are thankful for your business and look forward to providing the best year yet in customer service!
Service in the Industrial Construction Environment: What's missing?
Dec.
29
2014
Service in the Industrial Construction Environment: What's missing?
By: Matthew Paulin, PMP
Many companies perform construction activities at industrial sites. In many instances, the end result of the activities are the same regardless of company-
whether it is an improvement in process, upgrade in structural components or increasing capacity to manufacture additional product. The standard metrics
for measuring company performance are items such as safety, schedule and budget. What is typically overlooked is the service that accompanies the work.
"The most important factor in service is communication"
The service component can range from willingness to stand by one's work to ability to meet expectations, but the most important factor in service is
communication. This encompasses numerous aspects and is the most critical function regarding client satisfaction- from setting the initial expectation
regarding work scope and arrival timeframe to updates throughout the course of the project to performing a closeout meeting to ensure quality standards
have been met.
"Open lines of communication have the customer feel that they know the contractor's project team and the corresponding organizational chart"
By fostering open lines of communication, customers take from this that they are an integral part of the team and the resulting project success. The open
lines of communication have the customer feel that they know the contractor's project team and the corresponding organizational chart. This can expedite
answers on the client's end and reduces lost time from the contractor's perspective. For example: if a customer has a specific question regarding an
approach to safety, the customer knows who the contractor safety rep is and has a direct way to contact the individual. This saves time on both companies
behalves in that, the client has a quicker answer to the question, and the incorrect contractor's group does not have to field a call in which they are not
the subject matter expert. By continuing the open lines of communication, the client gains an understanding of what to expect from given contractors and
encourages a long term relationship.
How Cooling Tower Depot Fosters Communication:
We at CTD are equipped with staff that understands the importance of communication and ensuring that this is being provided not only externally to
customers but the information is relayed internally as well. Our internal communication benefits us by the project teams knowing our company policies and
expectations which leads into the teamwork aspect of our company. With this teamwork philosophy, we have benefits that extend beyond our own walls. This
includes partnering with clients to proceed along the lines of a team approach in which both client and contractor are working together and understanding
that each is there to gain a benefit to the other. With this understanding, we have been able to form long term relationships with our customers.
We also have seen that our effective communication results in increased productivity. This can be recognized through the clear direction that our field
crews receive to gain the understanding of not only what is in the job scope, but more specifically what is excluded from job scopes. This reduces customer
resources when our field crews arrive on jobsites and do not need additional explanation to begin the project. By our internal training and communication,
we are ensuring that our field crews are trained in job specifics and safety policies resulting in less need for customer oversight and resulting
resources.
-- Inspired by messages from Dr. Seuss and Professional Engineers --
Oh the things you can think! Dr. Seuss had great vision, ideas, and advice that we still look towards today. Engineers need to think left, think right, and think low, think high. However, with many engineers starting to retire, how will veteran engineers prepare the younger generation for their absence and how will young engineers prepare themselves? Young engineers have brains in their head, and feet in their shoes but how will they know what direction to choose? After reflecting on our engineering team, and asking other engineering professionals how they would prepare the next generation, we noticed the same advice: Mentorship/leadership, opportunity, and innovation.
Mentorship
Within your team of engineers, work on establishing a mentorship environment if none already exists. Be sure the mentor and mentored are paired together based on teaching and learning styles. A mentorship program will provide an interactive management style. This will provide a close relationship and a collaborative environment. Both the mentor and mentored will provide guidance and leadership that will allow both parties to focus on each other’s professional goals and provide an in-depth path of education and growth. This partnership will eventually lead to a process where the knowledge from both the experienced and new engineer will combine, allowing each party to learn and grow from each other. The new engineer will then go from being mentored and soaking up knowledge, to contributing their knowledge, and on their way to becoming a leader.
Expert tip: As a young engineer, you are filled with untapped potential but need experience that the veteran engineer has plenty of. Being an engineer is a give and take business. Earn your mentor’s trust and learn from them. After the relationship has solidified, offer them what knowledge you have that they might be missing.
Be Collaborative: “Something great can happen if the young and old outliers can collaborate and work together effectively.” Respecting both sides of the experienced and the young engineer, understanding that each have a unique set of skills and knowledge to contribute. Both parties need to be working towards a goal of collaborating their skills and knowledge.
Leadership
As an experienced engineer, being a leader is not something that you acquired one day when you woke up correct? Instead it is learned through years of experience because it takes one to lead one. The opportunity to impact a young professional is very important. Impacting your leadership skills on another person is simple; all you have to do is be a good example, have a passion for what you are teaching and do what you believe in. Great leaders don’t try too hard, but instead, follow what they truly have a passion for. If you’re a young engineer, pay attention because a good leader is self-less. Good leaders tend to have attributes like these:
They take responsibility for not only their actions but their teams actions as well, no matter what.
They stay level headed
They are aware of their team member’s strengths. They set an individual up for success and leverage their team’s specific talents and goals in parallel with the company goals.
They help and support GROWTH.
They are loyal, supportive, and consistently provide positive and constructive feedback.
They put team members ahead of themselves
They are confidant in their team’s process, growth, and individual career goals. Confidence is key.
Leadership is a cycle. Great leaders are made from the leaders before them and simply practice what they preach, do what they do well and are confident. A great leader always believes in themselves, and in their team.
Opportunities
Opportunities are endless, especially as an engineer within an industry that is always changing and innovating. As an experienced engineer, mentoring a young engineer is a special opportunity to make a big impact by leading, guiding, and collaborating with a young engineer to help them reach their full potential. A young engineer especially needs to be looking for the right opportunities to learn and gain experience. Expert tip: If you are a mechanical engineer, you need real experience machining, welding and more. Without the supporting aspects, you won't be good at what you do. You must lace up your boots, put your hard hat on and learn by working in the field. Getting your hands dirty will allow you to learn more aggressively. Expert tip: Understand that you are not expected to know everything, but you must be ready to dive into problems and become an expert on that particular engineering topic.
"Dedicate yourself to one vocation, then become an instrument of its evolution.” ~CTD Team Member~
Cooling Tower Depot understands these special opportunities for a young engineer to learn. Our presentations to a customer are not only informative about our services, but take the time to educate our customer about all the elements that must be considered when planning for the construction of a new cooling tower. Because we take time to educate, any young engineer in the group will actually receive Professional Development Credit Hours at the end of our presentation.
“I love doing a lunch and learn presentation where my clients are young and eager, but have little knowledge of a cooling tower. Having the chance to introduce and properly educate them about the technicality of the design and construction of a new cooling tower is one of the highlights of my job." ~ Brandon Rees, Regional Sales Director of New Tower Construction.
Innovation & Creativity
As a young engineer learning how to be interactive, collaborative, and to follow experienced leadership, be sure to jump at every opportunity. Don’t forget to flex your brain and think outside of the box. You are a young engineer soaking up knowledge, but be sure to stay true to your innovative self and question everything. Being an engineer is about creativity and innovation. You get the chance to solve problems every day, be sure that you are ALWAYS asking the right questions and never accept an answer that simply states “well that’s just how it is done!” Remember you have the opportunity to create a new way, a better way of doing something. Remember what Dr. Seuss said, “Oh the things you can think up, only if you try!”
In conclusion
Preparing for the generation gap is important. The combination of utilizing Mentorship/leadership, opportunities and innovation will help close the generation gap, but still leave enough of a gap open for new problem solvers and new ways of thinking. This will allow engineers to continue to evolve. As Dr. Seuss said “Your off to great places, today is your day! Your mountain is waiting, so get on your way.”
**Expert advice provided in this document, which was not already provided from current CTD team members, was received by outside reputable Engineering peers from a CTD LinkedIn Group discussion. Continue the discussion and receive more tips and advice here: LinkedIn ASME Group Discussion.
What the NFL, 3D Printing, and Industrial Workers Have in Common
Jan.
29
2015
By: Sara Henning
Content Marketing Coordinator
“Protect the Quarterback!” I yelled at the TV as I threw the remote across the room one Sunday afternoon. Aaron Rodgers had been sacked way too many times so far in this game. My team is asking for another cracked collar bone, or even a concussion to take Rodgers out for the season. Protect the Quarterback, is it really that hard? There is only one line of defense, a plastic helmet and some foam pads. “This got me thinking about technology not only for sports, but for all industrial workers who put on a hard hat and face their own dangers on a regular basis.”
Helmet technology must take a big step forward in protecting people’s safety. It seems silly that we have developed advanced clothing materials, shoes that make you jump higher, and gloves that help you hold onto a football; however for the last 55 years helmet technology in sports safety, as well as hard hats for the industrial worker, has not made any major advances... up until now.
With the rise in advancements for 3D printing, the NFL has been funding research to improve football helmet safety and technology. A team at UCLA has been working on developing a material that is an energy-absorbing microlattice material. As an energy absorbing material, it will greatly improve the outcome of a powerful blow to the head; much more effective than the dense foam currently used in football helmets. The Architected Lattice is cost effective and can also be enhanced with a strain-sensing “smart lattice” to detect and transmit data about the impact of a collision. This data could help engineers and product designers make further improvements in all helmet designs and performance. Watch Video here:
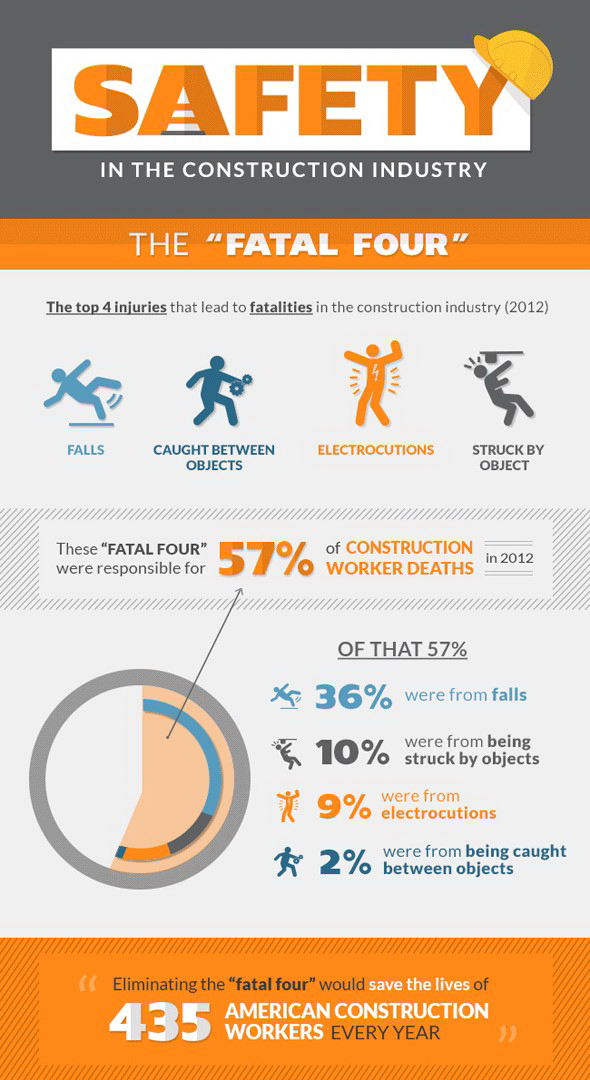
What does this mean for the Industrial Industry? The technology of the lattice material could be so instrumental in saving lives for football players, that this technology could also be transferred to the use of hard hats as well. Head related injuries and even deaths are a big problem in construction and industrial plants. The Fatal Four accidents are: Falls, being struck by an object, electrocutions, and getting caught between objects. These fatal four account for 57% of deaths, not even accounting for serious injuries, within the construction industry. Falls (which could cause head injuries), and being struck by a falling object were the two largest incidents reported as shown by EHS Today’s Infographic below:
“The technology of the lattice material could be so instrumental in saving lives... Head related injuries and even deaths are a big problem in construction and industrial plant workers.”
“Imagine what the 3D printing technology, this Architected Latticematerial and the data gathered from this material could do in the advancements of protecting industrial workers...”
Imagine what the 3D printing technology, this Architected Lattice material and the data gathered from this material could do in the advancements of protecting industrial workers, NFL players, and all athletes that require a helmet. Even further, because the helmet’s unique material can function as a sensor it will have the ability to monitor the impact to the brain and can have a role in developing innovative ways to benefit public health. More than 500 Neuroscientists at UCLA are leading research to understand the human brain. This could be one more step in leading efforts to treat, cure and prevent traumatic brain injury to properly protect our industrial construction workers and to protect our children in the sports that they love to play. Read the full article about the energy-absorbing microlattice material.
Vince Lombardi once said “Leaders are made, they are not born.” Which strikes up the question, how are leaders made? So many articles and discussions revolve around what makes a good leader, the traits they have, and what they do; but how did they get there? You cannot tell a story of success that starts from the middle or the end; a proper story starts at the beginning. This is where great leadership starts.
As a young professional, only a couple years into my career, I have not yet had the opportunity to fully lead anyone besides myself in a professional environment. However I have had the great opportunity to be led by someone else. This person has an exceptionally unique perspective on how to influence those he mentors. To answer my question, how are leaders made, I needed to dig deeper.
I must first figure out how great leaders have been influenced, before they were even recognized as great leaders. To uncover these influences, I needed to reflect on the impact his leaders made on him and the influence that my mentor has had on myself. Through this reflective journey I realized there are some lessons that are taught intentionally and then there are lessons that I have learned simply by just observing. My leader wasn’t always aware he was teaching me these lessons, but it is through these indirect lessons that a great leader came to be. Below are those lessons.
These are the lessons my mentor learned through his experiences:
There is no situation that cannot be built upon. Finding value from every situation is something my leader did, that I do today. Staying level headed, and being able to “roll with the punches” is just something you have to do.
The mentors that influenced myself always encouraged and promoted success. They would set me up for success, utilizing my specific talents towards what made sense for the business goals. Because they understood how to leverage the company strengths, they were always able to help me leverage my strengths with it.
I graduated with an accounting degree, looking for jobs until a network connection took a chance on me. I was hired for a job I didn’t have much experience in. However my mentor saw this an opportunity, I was a “clean slate”. He could mold my goals and talents in with the company’s goals. As a “clean slate” he taught me all the right tactics right from the start.
I always noticed how my leaders would always give credit to the team first. They stood in front and took full responsibility and never blamed others based on a bad outcome.
Portray confidence.
These are the Lessons I observed from him:
Take a step back, breath, stay level headed and go turn nothing into something.
Leaders are not good leaders unless they help the ones they lead to succeed; not by their own definition of success but by the definition of the mentored and where they see their goals. Leaders set up their teams to be successful, and begin building their team with the end in mind. They lead their team in a way that will help them grow and reach success based on their own professional goals, AND the businesses goals.
It’s ok to hire someone without experience, this just means that the leader is confident in themselves, and willing to challenge their leadership skills.
Our business, our people, are successful because of a process. Success doesn’t happen in a day. It takes time to become a team, but stick with them, and they will reward you.
"You don't throw your team in the fire, you throw yourself on the stake. That's a leader." This means that you believe in yourself and believe in your team. A good leader will take the responsibility of their mistakes, instead of blaming the team.
Be certain in your actions, you know how to do your job, and you know how to do it well. Confidence is key.
Did you notice a pattern? My leader and I had similar experiences. Great leaders are made from the leaders before them. This is a cycle that is passed down from generation to generation. From a recent article I just read: “How To Rewire Your Brain To Become An Exceptional Leader,” this cycle is no accident. My indirect lessons that were unintentionally taught is something beyond just learning leadership, it is leadership science.
“Humans have what are called "mirror neurons" in nearly every part of the brain... Mirror neurons cause people to imitate the behaviors they see in others. Therefore, to create certainty in others you must first create certainty in yourself. This is why great leaders always seem so self-confident.”
In Conclusion: leaders are NOT born, but they ARE made; with some knowledge from your leader, confidence in yourself and in your team, and a little help from science, the leadership cycle will continue, naturally.
So this is what I believe:
Current Leaders don’t always have to sit down and teach something. Practice what you preach, do what you do well and be confident. Success will take some time. However, a great leader always believes in themselves, and in their team.
Future leaders must OBSERVE. If you found yourself under the wing of a good leader, just take note on how they deal with stress, struggles, success, and most importantly how do they view themselves, and how do they view you as a person? How do they support your goals? You will pick up on those attributes, based on your mirror neurons, and complete them every day. Then one day you will realize that you can be a great leader too, passing it down onto the next generation and reviving the cycle of great leadership.
The Journey of an Engineer: from Veterinarian to Engineer
February
23
2015
Bill Howard: Engineer and Senior VP of Cooling Tower Depot, Inc.
Cooling Tower Depot is getting personal! We want to share with all of you, one of our amazing leaders that we see every day in our corporate office. Bill has been with CTD for a total of 10 years. Discover Bill’s engineering journey and what makes him tick.
1) When did you come to the conclusion that you wanted to be an engineer?
Going to school at CSU (Colorado State University) where I thought I wanted to be a veterinarian. I was great at math, and had a passion for it, so I decided to refocus my career and transfer back to CU (University of Colorado) which, at that time, had the better engineering school.
2) Why do like being an Engineer?
Structural engineering allows me to design and create structures that withstand known forces so the public is safe and the operation of the structure can be in place for years to come.
3) Where do you look for inspiration?
First, God then coworkers, and then overachievers.
4) What motivates you within your career?
Myself, to do the best I can at what I have been trained at doing. Yet I always try to keep it (my job) and life fun.
5) In your opinion, what is the most important leadership skill to obtain being a leader within the engineering industry?
Listening and understanding coworkers concerns, ambitions and views.
6) Do you have a favorite (historical or current) Engineering leader and why are they your favorite?
Fillipo Brunelleschi who designed the dome of the Florence cathedral. The cathedral was built in 1250 AD and no one could figure out how to design and build the dome so it sat for 150 years until Brunelleschi who studied and slept in the Pantheon (which was built in 100 AD) and determined how to design a dome for the Florence cathedral. He was an engineer, an architect and a bronze sculptor way, way ahead of his time, he began the renaissance style of architecture.
7) Why do you enjoy your job at Cooling Tower Depot?
I get to do what I have a passion for and I get to do it with a great group of people!
8) What is the best piece of advice you could give to a young engineer?
Try and find what you really enjoy and even have a passion to do because if that can occur, your job is no longer a job, it becomes your passion and you don’t have to go to work, you get to go to work.
STEAM: Engineering for our Communities and our Future
February
24
2015
By: Sara Henning
Content Marketing Coordinator
What do you think of when you hear the word Art or Design? Maybe you think of the end, user experience. What do think of when you hear the word Technology or Engineering? Maybe you think of the ways to advance the lives of people within a community. As you think of these words separately, challenge yourself to think of them together. Today, you’re going to discover a new perspective on combining the education of Science, Technology, Engineering, Art & Design, and Math (STEAM). After all, what is a piece of technology without the user experience? All of the above programs NEED to be taught together in order to progress individual communities and our overall society.
Integrating these programs together, instead of separately, will allow our youth to think more creatively and better impact our communities. It will be the children that have grown up with STEAM who will advance further in their respective fields as adults. These children will become industry leaders that have a better understanding of the world. This is what will lead the U.S to be more innovative and able to solve more technological and economic problems.
What are some ways in which these programs can be integrated together? In today’s world, educational organizations and nonprofits, such as Project H, are pushing the boundaries of what education means and blurring the lines between art, design, science, technology, engineering and math. Project H is an educational program developed for kids, K-12. It uses the power of creativity, design, and hands-on building to amplify the raw brilliance of youth, to transform communities, and improve K-12 public education. Project H programs teach design, applied arts, sciences, engineering, and building skills to give young people the creative, technical, and leadership tools necessary to make positive, long-lasting changes within their communities. Learning is becoming more and more interactive, and is about providing opportunities for real-life, hands-on experience.
For example, when Emily Pilloton founded Project H in 2008, she believed deeply in the power of hands-on and real world applications to excite the learning experience. She has now successfully brought that belief into real life with real world applications. Emily herself has a background in architecture and building which allowed her to geek out about everything, from math and structural engineering to ethnography and the fascinating behavior of people. As an innovative, educational leader, she noticed the need for Art and Design to be utilized in the disciplines of STEM programs. She teaches her students to use all areas of STEAM to build, create, design, and problem solve ideas to create better communities.
She is teaching STEAM ideas in many ways. One way she has done this is with the story of Bertie County, the poorest, rural America area in North Carolina. Emily teaches how the integration of STEAM disciplines can motivate students to problem solve solutions that can be taught, designed, built, and launched within the community in which the students live. When Emily decided to move to Bertie County and develop Project H, her first teacher/student project was a 2000-square-foot structure that would house the Bertie County’s local farmer’s market. Her students spent two semesters and the following summer researching, prototyping, engineering, and building the structure, as well as spearheading the launch of the local farmer’s market association in their hometown of 2000 people. View the short documentary film (2:26 minutes long) about this farmer’s market project to discover the hard work and struggles that the students overcame with dedication, education, and passion: http://projecthdesign.org/film/.
A current project in which Emily is teaching STEAM studies, is with the “tiny house project.” You may have recently seen a new reality TV series capturing this new movement. The “tiny house movement” is simply the ability to design, engineer, and construct a full functioning house that fits on a trailer. The houses can be as small as 150 square feet or potentially go up to around 400 square feet. Emily and her students saw this as an opportunity to think outside the box, capitalize on this new movement and contribute to a community’s housing challenges. The challenge with this housing project was to answer the following questions: How is housing influenced by social and economic context? How does affordable access to housing empower communities or families? How does the design of a home uplift and inspire positive change in a person’s life? With these questions in mind, her students took on the design and construction of two (identical) tiny homes, approximately 7X16 feet. One home would be donated to Opportunity Village in Eugene, Oregon, an organization that provides transitional housing and job training to the unhoused or homeless. This project is live and on-going. Check out the progress here: http://projecthdesign.org/projects/tiny-homes/
Emily is innovating the ideas of STEAM programs. Youth are learning how to implement science, technology, engineering, art, and math together to physically build a better society. This is not what you would expect from a typical art and design program is it? That is because Art and design, along with the traditional STEM programs, are evolving. Emily, has proven the outcome of what can be done when education combines disciplines. I think that all science, technology, engineering, and math educators should also think outside the box and discover innovative ways to teach STEAM disciplines inside or outside of their classrooms. Combining these disciplines with interactive, real life implications is the “new age” and progression of what education should look like. After all, investing in education is all about investing in our future, so we can keep progressing to become a better society. Organizations such as Project H are doing just that. Share the importance of teaching the arts & humanities with science, technology, engineering, and math together and help inspire our youth.
Changes In Cooling Tower Vibration Monitoring And Prevention
February
27
2015
INTRODUCTION:
In cooling towers, as in any device that utilizes mechanical equipment, there is a need to identify, control and monitor sources of vibration. Our primary source of vibration comes from the axial fan which is used to move air through the tower. In past years, the planning involved was limited to primary modes of vibration reported by the fan manufacturer as it related to the velocity of the fan. This is used to calculate the blade pass frequency and fan selection. Monitoring consists of a mechanical vibration switch that is set up to shut the fan off in the case of excessive vibration. These switches do not monitor vibration as much as protect from a catastrophic failure.
THE CHANGING ENVIRONMENT:
With the introduction of the VFD (variable frequency drives), which allow the fan to be run at any speed rather than the one or two speed fans greater focus on vibration prevention has become important. The modes are now used to select fans where blade pass is considered through the entire speed range of the fan rather than simply near the operating speeds. Along with vibration caused directly by the fan, the greater flexibility in fan speed has caused vibration in the fan stacks. This is the term used for the 6 to 12 foot tall duct that surrounds the fan. These stacks have been reinforced to prevent the vibration caused by varying air velocity.
There is also a revolution underway in vibration monitoring. Many manufacturers are offering devices that do not simply offer protection during failure, but also allow the user to monitor vibration during operation for analysis of equipment wear. These devices are beginning to become available at a price that is competitive to other options. Many customers are choosing these to replace the mechanical switches. With the increase in monitoring we have been able to identify problems sooner and prevent expensive failures from occurring.
Cooling Tower Depot, along with many other manufacturers, are currently working with Cooling Tower Institute (CTI), the entity which publishes standards for design, construction and operation of cooling towers to redefine the standards in cooling tower vibration. There will be recommendations based upon recent changes in technology included in upcoming releases of their standards and guidelines.
CONCLUSION:
All cooling tower manufacturers will need to increase their focus on vibration as new technology becomes more widely available and is implemented. Cooling Tower Depot is working hard to ensure we are designing and building our towers to fit the needs of customers now and for years to come.
2) What is your favorite aspect (part of the job)?
I enjoy getting to meet and have daily interaction with a variety of new and different people.
3) How has the Dynamic of Sales changed over the years?
Due to the changes in technology, the population in general and our customers specifically, have an expectation of instant gratification. Today, the typical customer expects a quotation returned much more quickly than in past years, and that expectation extends to the delivery and execution of the project as well.
4) How has advancements in technology changed selling overall?
Because of the expectations as described above, Technology advancements allow me to stay connected with my team most of the time, and allows me to provide support in the way of answers and/or direction in a very timely manner.
5) What predications would you have for Sales (selling) in the next decade?
As our interaction relies more and more upon electronic forms of communication, the challenge we will face is how to maintain personal face to face contact with our customers.
6) If you had to give a young sales person one piece of advice, what would it be?
Most people think “selling” is the same as “talking”. But as a salesperson, listening is the most important part of the job.
7) Do you have a sales motto that you try to live by?
Be yourself, and be honest and direct. Establishing trust with your customers, alongside a good product or service, people will want to do business with you.
Congratulating Brandon Rees, one of our Regional Sales Directors
March
12
2015
Brandon Rees
Regional Sales Director for Cooling Tower Depot
Board of Director, Program Chair and Secretary for CTI (Cooling Technology Institute)
Cooling Tower Depot (CTD) is proud to announce that Brandon Rees, one of our Regional Sales Directors, has just been elected to sit on the Board of Directors for the Cooling Technology Institute (CTI). This is a high honor for Brandon, and a proud moment for CTD as he is recognized by his peers as one of the top industry leaders. Get to know his side of the story, in this exclusive interview to better understand his history, his involvement, and how he plans to make an impact for the future of CTI, cooling technologies and for CTD.
What does the Cooling Technology Institute (CTI) do?
The Cooling Technology Institute was founded in 1950 and provides education, research, standard development and verification, government relations, and an exchange of industry wide technical information pertaining to Evaporative Heat Transfer Systems, Cooling Towers, and cooling technology.
How long have you been involved in CTI?
Since 2004
How long have you been involved within the cooling tower industry?
I have worked in the cooling tower industry for 12 years total, the last 8 years with Cooling Tower Depot, Inc.
What skill sets or knowledge that is gained from being on the board of directors, do you think will relate back to your full time job as Regional Sales Director?
There are a lot of experienced professionals that make up the BOD for CTI. From Owner/Operators, Chemical Water Treatment, Suppliers, and Manufacturers. I hope to learn from those who have been in the industry a while, and contribute to the advancement of the industry through my own personal experiences. CTI is about working together to share information so that we can all produce a better product. This translates well into my daily responsibilities with Cooling Tower Depot, Inc. The goal for us at CTD is to all pull together to best serve the customer. How were you selected to become a Director on the Board?
I was elected by voting delegates to sit on the board which is comprised of 9 people. I was also selected, by board vote, as the Secretary of CTI.
What will your responsibilities be now as Secretary?
Based on the CTI By-Laws: The Secretary shall supervise the keeping of records of the Institute, as well as substitute for the President at meetings in the absence of the President and Vice President.
How did you come to be Program Chair?
I had the pleasure of working on the Program Committee alongside my Father, Glenn Rees, who was very involved in CTI. He served as President, Board Member, and Program Chair over the 25 years he was involved with CTI. After his passing in 2011, I was asked by the sitting President and Virginia Manser, the CTI Administrator, to take over as Program Chair. Glenn was also recently recognized as an Honorary Lifetime Member at the 2015 CTI Winter Conference. This was very special for my family, and in honor of his years of hard work with CTI.
Are there any contributions towards CTI that you know you want to make as Program Chair?
Over the past 4 years as Program Chair, The Program Committee, and CTI office has worked to bring access to CTI conference information to the palm of the hand. By integrating a new smart phone application, we have allowed attendees to access up to date conference information, speaker bios, exhibitor info, as well as survey feedback. This in conjunction with relevant industry topics and presentations helps to drive attendance and ultimately participation to the organization. CTI is a volunteer organization, and we need participation from all who are involved in our industry. We look to continue this growth to bring in a new generation of Owner/ Operators, Manufacturers, Suppliers, and Water Treatment Professionals. Why do you feel that being involved as a board member is so important?
CTI is the governing body for standards and guidelines used by the cooling tower industry. In an ever changing world it is important to have our hand on the pulse of the cooling tower world, so that we may best serve our client base.
What are you most excited about or looking forward to, now that you are on the Board of Directors?
Learning... There is a lot of information to be learned from others. Each Board member brings with them their own professional experiences, and work history. I think it’s exciting to be able to work beside and learn from others.
Finally, why do you like your job, and/or what is the reason you come to work every day?
There is a new challenge every day, and no two days are the same. There is always something new to work on with a client, and I really enjoy getting to know my client’s personally to help find a solution that fits their needs.
A complete checklist for starting your cooling tower after a winter shutdown
April
2
2015
20 steps to help you start-up your tower after a winter shutdown
The snow is starting to melt... finally. With the melting snow comes spring, and that means it’s time to start up your cooling tower again for the summer and fall months. If you are one of many of our customers who did not run their tower this winter, and completely shut down any or all your towers, please review the following checklist which also provides need to know, professional advice:
1, Complete your preliminary checks. Our Advice: check your gearbox oil level, check for freedom of rotation, look at the water level in the basin, check that no extraneous material is present in your cells, and finally, check that the vibration switch in energized.
2. Turn your water on.
3. Fill the Cold water basin and circulating water system slightly above the operating water level, allowing for drawdown When filling the water system, make sure to open all riser valves to prevent over-pressurizing on the hot water distribution system.
4. Start-up the circulating water pumps. DO NOT allow water from the first start-up to be fed to the cells. This water is dirty, likely containing debris that will block the nozzles.
5. Clean the Circuit. The water must bypass the tower and MUST be pumped through the circuit for a minimum of one full cycle through the circulating water system to clean the circuit.
6. Be sure to observe the water level in the basin to prevent overfilling just in case the sump screens were to clog with debris.
7. Once the initial flush is complete, stop the pumps and empty and clean the basin. Repeat steps 3-7 until all significant debris has been removed.
8. Once debris has been removed, refilled the basin and start cooling tower operation. Be sure to check all mechanical equipment to ensure that no foreign material is obstructing the fans. If your supplied gear is reversing, be sure that the fan is NOT free spinning before start-up.
9. Start each fan separately. Monitor the fans for any excessive vibration. Excessive vibration will trip the vibration switch and shut down the fan motors.
10. Check operation of vibration cutout switch. To do this, remove the red cover screw and manually adjust the vibration switch sensitivity setting until the switch trips. Reset the switch by returning the sensitivity setting to its original position and then depressing the reset button located on the top side of the unit.
11. If the Vibration Switch is not working properly, CONTACT COOLING TOWER DEPOT: 720.746.1234
12. If there is excessive vibration, notate the cell number and notify our service department: 720.746.1234
13. Allow cooling tower to operate for at least 5 minutes.
14 Then recheck the gear reducer oil levels.
15. If wet-bulb and heat load are near design conditions, you may check the fan brake horsepower.
16. Allow for a total of 30 minutes of cooling tower operation to pass, then check motor wattage, or voltage and amperage, for calculation of brake horsepower.
17. Start-up the circulating water pumps. To avoid over-pressure in one cell, make sure that all valves to the tower are open.
18. Check the equilibrium of water distribution between cells. By nature, this system is self-balancing and so all cells should receive approximately the same amount of water. Adjust the valves so that each cell distribution has about the same flow of water.
19. Finally, monitor the circulation water pump KW verses the pump curve to verify that the design flow is not exceeded.
20. You’re Done! Your cooling tower should be fully operational.
We hope this check list proves helpful for you and your start-up procedures. I you have any questions or concerns at all, feel free to give us call: 720.746.1234.
As you are completing your occasional cooling tower checkup, you hear that noise again, something about your cooling tower doesn't sound right. What's that noise? How can you quickly diagnose the problem and find a solution? The below table will help you do just that!
Trouble
Cause
Remedy
Motor will not start
Power is not available at motor terminals
A: Check power at starter. Correct any connections between the control apparatus and the motor.
B: Check starter contact and control circuits. Reset overloads, close contacts, reset tripped switches, or replace failed control switches.
Wrong Connection
Check motor and control connections against wiring diagrams.
Low Voltage
Check nameplate voltage against power supply. Check voltage at motor terminals.
Open circuit in motor winding
Check starter windings for open circuits.
Motor or fan drive is stuck
Disconnect motor from load and check motor and gear reducer for cause of problem.
Rotor is defective
Look for broken bars or rings
Fan Stack
Due to high winds fan stack has become oblong interfering with fan blades rotation.
Unusual Motor Noise
Motor running single-phase
Stop motor and attempt to start it. Motor will not start if single-phased. Check wiring, controls, and motor.
Motor leads connected incorrectly
Check motor connections against wiring diagram on motor.
Ball bearings
Check lubrication. Replace bad bearings.
Electrical imbalance
Check voltages and currents of all three lines, correct if required.
Air gap not uniform
Check and correct bracket bearings
Rotor unbalanced
Rebalance
Fan hitting guard
Reinstall or replace fan
Motor runs hot
Motor overload, low voltage or unbalanced voltage
Check voltage and current of all three lines against nameplate values.
Incorrect fan blade pitch
See Fan Service Manual
Wrong motor rpm
Check nameplate against power supply. Check rpm of motor and gear ratio.
Bearings over greased
Remove grease reliefs. Run motor up to speed to purge excess grease.
Rotor rubs stator bore
If this is not due to poor machining, replace worn bearings.
Wrong lubricant in bearings
Change to proper lubricant. See motor manufacturer’s instruction.
One phase open
Stop motor and attempt to start it. Motor will not start if single-phased. Check motor wiring controls and motors.
Poor ventilation
Clean motor and check ventilation openings. Allow ample ventilation.
Winding fault
Check with ohmmeter
Bent motor shaft
Straighten or replace shaft
Insufficient grease
Remove plugs and re-grease bearings
Deterioration of grease or foreign material in grease
Flush bearings and re-lubricate
Bearings damaged
Replace bearings
Motor does not come up to speed
Voltage too low at motor terminals because of line drop
Check transformer and setting of taps. Use higher voltage on transformer terminals or reduce loads. Increase wire size or reduce inertia.
Broken rotor bars
Look for cracks near the rings. A new rotor may be required. Have motor service person check motor.
Wrong rotation (motor)
Wrong sequence phases
Change any two of the three motor leads.
Gear reducer noise
Gear reducer bearings
If new, see if noise disappears after one week of operation. Drain, flush, and refill gear reducer. See Gear Reducer Service manual. If still noisy, replace bearings.
Gears
Correct tooth engagement. Replace badly worn gears. Replace gears with imperfect tooth spacing or form.
Unusual fan drive vibration
Loose bolts and cap screws
Tighten all bolts and cap screws on all mechanical equipment and supports.
Unbalanced drive shaft or worn couplings
Make sure motor and gear reducer shafts are in proper alignment and “match marks” properly matched. Repair or replace worn couplings. Rebalance drive shaft by adding or removing weights from balancing cap screws. See Drive Shaft manual.
Fan
Be sure blades have proper pitch and track. Make certain all blades are as far from the center of the fan as safety devices permit. All blades must be pitched the same. See Fan Service manual. Clean off deposit build-up on blades.
Worn gear reducer
Check fan and pinion shaft bearings end play. Replace bearings as necessary.
Unbalanced motor
Disconnect load and operate motor. If motor still vibrates, rebalance rotor.
Bent shaft
Check fan and pinion shafts with dial indicator. Replace if necessary.
Fan noise
Loose fan hub cover
Tighten hub cover fasteners.
Blade rubbing inside of fan cylinder
Adjust cylinder to provide blade tip clearance.
Loose bolts in blade clamps
Check and tighten if necessary.
If you have an issue that cannot be fixed using these tips, Contact Cooling Tower Depot for professional guidance and assistance.
DEPOT's Training Trailer (Commonly Asked Questions)
May
6
2015
DEPOT’s Training Trailer
(Commonly Asked Questions)
What is the DEPOT training trailer?
Our team of cooling tower experts wanted to share standardized cooling tower information and technologies. Thus, the idea for the DEPOT training trailer was born. Our trailer was built and designed to be easily accessible and an interactive and hands on educational environment that we can bring to our customers.
What topics will be discussed?
Key items that CTD discusses are: general cooling tower technology standards, mechanical components, preventative maintenance, custom solutions, safety, and efficiency. Our presentations can also be tailored to discuss specific needs in further detail.
Does it cost anything?
Absolutely not. We built our trailer to be a free, interactive, hands on educational experience that is easily accessible to your plant.
What advance notice does CTD need to reserve the trailer?
It depends on our schedule at the time. Mid-summer months tend to be the busiest training months. However if you want to reserve our trailer on short notice, we will accommodate our soonest available date for you. Please call Brandon Rees or Ethan Chesnut for available dates and times at 281-542-1234.
Where in the US does training in the DEPOT trailer take place?
The DEPOT training trailer’s home is in Houston, TX. This is the location of our Texas office headquarters. Currently, the trailer has the ability to travel anywhere in Texas and into Louisiana. Not located in Texas or Louisiana? If you still wish to reserve our training trailer, please contact us and let us know! With enough inquiry from our customers, our trailer may be able to take occasional long distance road trips.
If I am not located in Texas or Louisiana, can I still receive DEPOT training?
Yes! We may not be able to bring our trailer out to you, but we can bring our people! DEPOT still conducts what we call a Lunch and Learn. A Lunch and Learn consists of all the same great information from our leading experts, minus the interactive environment of the training trailer. Contact our corporate office to schedule a Lunch and Learn training.
Can the training trailer be customized to my specific needs?
Of course! Let us know what your needs are and we will develop a training around that specific topic.
If an employee or co-worker is unable to make the training, will DEPOT leave behind training information?
Yes. If unfortunately someone cannot make it, we will send an overview of the training. This way all employees will receive the same information.
How many people fit into the trailer?
A total of eight people can comfortably fit inside the training trailer. If you have more than eight people who will be attending, we will break the training up into morning and afternoon sessions so everyone is able to receive the training that same day.
How long does the training last?
Our training sessions usually run about an hour.
Texas gets HOT in the summer, does the trailer have air conditioning?
Yes! The DEPOT trailer is designed for a comfortable, educational experience and is equipped with air conditioning.
Why would I want to reserve the DEPOT training trailer?
The DEPOT training trailer is helpful in many ways:
The ability to train new employees.
The ability to standardize training across your team.
Provide FREE continuing education within the cooling tower industry.
Provide quality information for employees. This information will allow them to further understand which proper tools to utilize for providing better cooling tower efficiencies to their plant.
Educate employees to equip them with the opportunity for career growth.
Employees will learn how to combine their experience with the knowledge from our training, to directly affect their bottom line.
One of the largest U.S. cooling tower projects this year
June
3
2015
Cooling Tower Depot, Inc. was recently awarded the contract to install one of the largest cooling towers purchased for the United States recently. This Cooling Tower Installation is part of an $8.9 billion ethane cracker project located in Southwest Louisiana. This world scale ethane cracker will produce 1.5 million tons of ethylene annually, and will triple the existing plant’s chemical production capacity.
The Southwest Louisiana Economic Development Alliance has estimated the cracker project would create 5,000 construction jobs and 500 permanent jobs.
Cooling Tower Depot, Inc. is honored to supply and install such a large scale cooling tower system for this world scale ethane cracker.
Construction of the facility is underway, and the company expects that the facility will achieve beneficial operation in 2018
The summer heat is still here, and you might think it is too soon to start thinking about your Cooling tower shut down for those frigid months; however the fact is that those sweater sales are just around the corner. Take a peek at our quick tips for your cooling tower shutdown so that you are prepared when the snow starts to fly.
1. Prior to shutdown, all flow control valves should be left open as wide as possible.
Our Advice: This will help reduce any excessive vacuum that would result from back siphoning effects.
2. During shutdown periods the tower may become dry if, constructed of lumber, causing the lumber to shrink causing bolts to loosen. All external bolts, including stairway, ladder, hand rail bolts, etc., should be checked periodically and tightened if loose.
3. In above 35°F weather, wood portions of the tower can be protected from fire by operation of the wet down system. Your tower may have this installed, however if not, run one circulating water pump during no load periods. It is advisable to operate the wet down system for wood towers to prevent the lumber from drying out, potentially causing cracking and splitting of wood as well as a fire hazard.
4. ** Do not wet down tower or circulate cold water over the tower during below freezing temperatures.
5. If the length of shutdown is over one month and conditions are humid, the oil in the speed reducer should be checked. If excessive water is present in the oil, the oil should be changed to avoid emulsion. Each cell, which is out of operation for periods in excess of one week, should be started and run each week for at least ten minutes to reduce the danger of rust forming on gear elements above the oil level.
** For more information about checking your gearbox oil and gearbox maintenance, check out our Gearbox Handbook.
6. For extended shutdown over one month, Shell VSI or other rust inhibitor should be installed in the gear. The gear box vent valve should be closed. This will keep a rust inhibiting vapor inside the box to prevent rust from forming above the oil line.
7. Rotate fan blades or operate the fan at full speed for a 20 minute (minimum) period once a month to lubricate the gearbox.
8. Ensure space heaters on motors are energized and operating (if supplied).
9. In winter months, to prevent possible basin frost heave, water in the cold water basin should be maintained at the normal operating level. Draining of the basin should be limited to 3 days or less. If there is danger of the water completely freezing, place small diameter logs or other suitable wood material along perimeter of the basin next to the curb walls.
10. Stop all pumps or close all valves to the hot water distribution system.
We hope this check list proves helpful for you and your shut-down procedures. If you have any questions or concerns, feel free to give us call: 720.746.1234.
Do you remember this grade school song, "The leg bone's connected to the knee bone, the knee bone's connected to the thigh bone, the thigh bone's connected to the hip bone...?" Even if you are not familiar, the value to take away is that everything in your body is connected and any type of break in those connections affect the efficiency of your body. Your cooling tower works the same way. The functionality of your cooling tower components affect each other. When one connection gets interrupted the efficiency of your cooling tower becomes impaired. So, give your tower a "leg-up" on performance and discover how your cooling tower components are all connected.
The Cooling Tower Skeleton
The "bones" of your cooling tower is your structure. Structure is important simply because it affects every component within your tower. Structural problems occur in both fiberglass and wood. When you know how to take care of your structure, it is easier to maximize the life of your cooling tower.
Fiberglass is not 100% maintenance free! A UV protection needs to be reapplied every 5-7 years to protect the fiberglass from heavy exposure to sunlight. If not reapplied, the UV damage to the fiberglass will cause fiber blooming. Fiber blooming is the deterioration of your fiberglass structure from UV rays. Just remember to reapply that coating about every 5-7 years, and there will be nothing to worry about!
If you have a wood structure... This requires considerable more maintenance because wood damages and deteriorates more quickly. The most common wood structure damage is wood rot. Wood rot is the main cause that deteriorates strength and thickness which is caused by both biological and chemical attacks that can be hard to see. The outside of the wood can look intact while the inside has severe structural loss. To prevent this deterioration treat the lumber with a safe and effective wood preservative, such as CCA (Chromated Copper Arsenate)
Battling Mother Nature? Weather conditions are harsh to wood structures. Significant changes in temperature will cause the wood to expand and contract thus loosening bolts and affecting structural integrity. Wood structures can also be at high risk for fire hazards. If you are located in a hot, dry summer climate practicing a wet down system would be well advised. Doing this will protect your structure from drying out and becoming highly flammable.
Cooling tower gearboxes, fans, and motors have the biggest impact on cooling tower performance and efficiency. Cooling tower mechanicals are the powerhouse and the heart of your cooling tower.
Don't miss a beat from your gearbox! Every day you take care of your heart in some way. Maybe you do this by running or eating your cheerios for breakfast. Just remember your heart is to your body like your gearbox is to your cooling tower. If your own heart stops, unfortunately so do you. The same thing happens if your gearbox seizes. The sudden stop will damage and break many components of your tower.
When your gearbox fails... it will break your drive shaft, damage your fan, fan stack and even your structure and drift eliminators. Basically all the expensive parts of your cooling tower will now need to be replaced. If you wish to avoid this, the most important thing you can do is check your oil on a regular basis. Completing the proper preventative maintenance will help to protect the life of your cooling tower. Gearboxes seize more times than should, usually because of bad oil. So, please remember to check your oil.
Circulating air = life. If your gearbox is like your heart, then your fans are like your lungs. Fans allow proper air flow through your tower. The better the air flow, the better the performance. Your cooling tower, just like your body, must circulate oxygen to perform. Thus fan alignment needs to be accurate or you will encounter fan vibration issues.
Fan vibration has a huge effect on other mechanicals and cooling tower performance. Fan vibration will lead to loose hardware and damage your fan stacks. Most importantly fans can vibrate enough to miss align your drive shaft. A misaligned drive shaft will cause serious damage to your gearbox. Fortunately, the cooling tower industry has implemented vibration switches that alert you when your fan is vibrating too much. Vibration monitoring and prevention technology is advancing and a revolution in vibration monitoring is underway. Determining fan vibration with pin point accuracy will allow fans to run at higher speeds to produce more airflow and cool more efficiently.
Is your motor running? Then you better go catch it! The last part of your tower's powerhouse are your motors. A motors functionality is to operate your fans therefore, maintaining your motor according to your manufacturer guidelines is extremely important. Without a functioning motor, your fan cannot rotate and air cannot properly flow throughout the tower significantly interrupting cooling performance.
The Guts of Your Cooling Tower. Nozzles, fill and drift eliminators are the guts of your cooling tower. They are the pieces inside that allow proper "digestion." Your body must break up food to provide energy and your cooling tower must break up water droplets for optimal cooling efficiency. Each part is vital to the next stage of performance.
The key to nozzle performance. Nozzles are stage one in breaking up water droplets. The smaller and more evenly dispersed the water droplets are, the faster water cools thus leading to better performance. What happens when nozzles become clogged or broken? A clogged or broken nozzle can lead to serious structure damage.
When a nozzle is clogged or broken... it cannot disperse water as a mist. Water will flow through the nozzle as a hard stream which will act as a drill and drill a hole through your fill. Once the water has drilled through the fill, it will drill into your structure. Whether wood or fiberglass, the integrity of your structure is impaired. Even a little plastic nozzle can end up debilitating your tower's efficiency if not replaced as necessary. Nozzles can have a consequential effect on the performance of your fill and structure. They are, however easy to replace and extremely inexpensive. Be sure to replace any broken or clogged nozzles to avoid further or more expensive damages to your cooling tower.
Don't let your fill get fat. Ok, your fill doesn't actually get fat, but just as your body stores fat fill collects and stores calcium deposits. You may not realize that fill's lightweight honey comb design can impact structural integrity enough that your cooling tower can end up as a pile of rubble. Unfortunately this scenario does happen more often than you may think. The calcium from chemicals in the water will build up on your fill. Calcium build up is heavy, and will increase the weight of your fill five times over. It's just a matter of time before your fill collapses and takes your tower down with it. Replacing your fill as necessary will not only improve performance but also help extend the lifespan of your structure.
Drift eliminators, no skin off your neck? Think again... Your skin and your cooling tower's drift eliminators both help control temperature. Your skin controls body temperature by sweating. Drift eliminators (DE's) control air temperature by maintaining water and air flow inside of your tower. DE's have a large direct impact on the performance of your cooling tower. The better your tower is able to control air temperature, the better performance it has. When DE's are clogged from debris and calcium air cannot flow through. Hot air becomes trapped inside your tower, water cannot be cooled and tower performance and efficiency will decrease.
Internal Plumbing
The flow of your body's internal plumbing is important. With no need to further discuss the functionality of your body's "plumbing", let's talk about how this relates to a cooling tower. The internal plumbing of a cooling tower is your water basin and the water cycle. Water from your basin is constantly recirculating through your tower in some fashion. Over time bacteria, algae and debris become a part of your water cycle and clog your nozzles and fill. This disrupts your water flow and efficiency. For this reason it is important to clean your basin to maintain a clean cooling tower. A clean water supply will provide you with optimized performance and water usage. To determine your current water usage, check out our Water Usage Calculator.
Download the Info Graphic!
If you have any questions or concerns, feel free to give us call: 720.746.1234.
7 reasons to Complete a Fall Cooling Tower Inspection
October
1
2015
1. You will want to complete a fall inspection if you have not completed a spring one. Cooling Tower Inspections should be a non-negotiable budget expense. Inspections are vital to your tower running efficiently and optimizing performance. Most importantly, they will save you countless headaches.
2. Your company is probably making their budgets for 2016. As they hack and slash your much needed projects and expenses, give yourself ground to stand on by having a professional cooling tower inspection and a highly reputable cooling tower service re-iterate and support you and your right to a piece of the budget for your much needed cooling tower costs.
3. The hot months of summer, combined with the moisture from your cooling tower means that your tower has been a breeding ground for algae and debris within your water system. Cleaning your water before winter is a generally a good idea to help prevent debris from clogging your water distribution system.
4. As winter approaches, inspect all distribution headers, laterals, and nozzles to make sure all are clean and in proper working condition. If they are not, water cannot flow at the highest possible rate in all areas, leading to localized ice buildup in the winter months.
5. Check your gearbox oil levels before winter comes. Be sure to use a synthetic oil during winter operations. Synthetic oils will help keep your gears lubricated throughout winter. Another option is to install the GSU Filtration System. This system will help filter your oil through winter, so you don't have to change it. To learn more about gearbox maintenance procedures, check out our Gearbox Handbook.
6. It is important to find and replace any compromised structure, hardware, louvers, or fill with significant calcium build up before the added weight of snow and ice come along. When winter approaches, help keep the ice build up to a minimum with the proper winter operating procedures.
7. Last but not least, a fall inspection will help keep your team safe while operating and maintaining cooling towers in icy months. Please be sure to have someone inspect and replace any worn or torn non-skid surfaces on stairways and that all railways are in line with safety standards. This is extremely important in the geographical locations were white outs, black ice, and feet of snow are a weekly battle in your maintenance routine.
Stay safe this winter with the help of a fall inspection! To further understand what's all included in a standard Cooling Tower Inspection check out our counterflow and crossflow inspection guide that goes over what happens during an inspection and what you should expect once one has been completed.
If you have any questions or concerns, feel free to give us call: 720.746.1234.
Join us in congratulating Bill Howard on receiving such an honored achievement
October
6
2015
Cooling Tower Depot, Inc. is proud to announce that Bill Howard our Senior VP and Engineer has recently been elected to be the next President of CTI (The Cooling Technology Institute). We are honored to have Bill on our cooling tower team. His experience, insight and leadership within the cooling tower industry certainly has left an imprint. Bill started his career here in Colorado by obtaining his Bachelor's Degree in Architectural Engineering in 1982.
Since then, Bill has been involved with and held leadership positions within multiple organizations such as:
Member of NSPE (national society of professional engineers)
South Carolina Contractors License since 2010
Member and active participant in CTI since 1990
Past Board of Director for CTI 2003-2005
Past Vice President for CTI 2004-2005
Current ES&M (Engineering and Standards) Committee Chair for CTI 2012-2016
Chair of numerous standards and codes and guidelines for CTI over the past 25 years.
All around great guy!
Join us in congratulating Bill Howard on receiving such an honored achievement, one that takes a lifetime of dedication to the cooling tower industry to accomplish!
Choose a Quality Cooling Tower Vendor the First Time
October
13
2015
Choose a Quality Cooling Tower Vendor the First Time
To master a skill takes knowledge, dedication, training, and proper leadership to encourage teamwork and trust. Today, consumers require businesses to earn their respect and trust. Similarly to hunting, especially when hunting with a dog, one cannot be successful without knowledge, training, leadership and trust. Businesses should work the same way in that their actions should speak louder than their words. As businesses compete for your attention, how do know which ones to listen to? Here are a few important guidelines to keep in mind when "hunting" around for a cooling tower vendor:
The first step in choosing a cooling tower vendor is to familiarize yourself with the company. Be sure that this company could be a good fit for your needs and ask yourself the following questions:
a) Who are they? How does this company's values and goals align with what I'm looking for?
b) What products or services does this company provide? Will these items meet the needs of someone in my position?
c) What additional resources and support can this company provide about their area of expertise? For example, customer service availability, localized service, quality and efficiency of a mobilized labor force, project management experience, flexibility, customized services, educational books or digital documents to help support you, or any other additional resources that help address your cooling tower needs, issues or questions.
Next, do your research. This may seem like a daunting task, but it truly is not. Your prospective cooling tower vendor should be able to clearly answer and easily explain the following:
d) Organization and implementation of safety programs to ALL employees (including craft workers): First ask about loss time and worker reported injuries. This will tell you how much management encourages, mentors, and follows the rules of their own safety programs. Discuss how management works to ensure that their employees are correctly following the safety programs. Be sure the company's safety programs are up to date with OSHA and industry standards. See what the cost of injuries mean to you and your business.
e) Communication between companies: The contractor and the host company must properly communicate each of their safety program requirements and address any loop holes that there might be before starting a project. Taking action to maintain a safe work environment for all employees should include: ensuring that basic training, hazard communications and record keeping requirements are followed.
f) Is this company licensed in your state? Many US states require by law that contractors are properly licensed to complete work within that state.
g) How Much Training Does The Company Have? Experience doesn't necessarily mean training. Know what proper training your contractor's employees have and be sure they provide proof of that training. Proper training is proceeded by a detailed quality of work that is truly a craft in completing. Be sure to work with trained personnel.
Lastly, discover what levels of quality and experience that they offer:
h) Quality and Experience: What standards of workman ship do you wish to be completed by your contractor? Be sure to educate yourself about the project that is to be completed and how much experience your contractor has in that particular subject. How many times has your contractor completed the same task and how well of a job did they do?
i) Who is overseeing your project? What experience, training and references does the project manager have as an individual? Know who your project manager is and find out through his/her personal references how well he/she manages people & issues. Also be sure your project manager is someone that you can work with. You will want to see eye to eye on the task at hand before beginning the project. This will ensure a great professional relationship with proper communication, and quick resolutions to any issues that may arise.
j) Customized experience: A company with the right experience and knowledge will work with you to create a customized project plan that meets your specific needs, requirements, and goals.
k) References: Ask for references, and speak to those references. References will provide an un-biased perspective.
l) Accuracy in bid quotes: A low bid does not mean much if multiple things were not quoted for properly; in which case you end up spending way more money than what you expected! Take time to understand the provided bid and what the materials and costs are. If you have any questions, be sure to ask. A good contractor will make sure you understand the bid quote. Furthermore, ensuring your contractor has an experienced estimating team will help in being provided a proper and accurate bid.
m) The final price quote: The Company that meets the above factors may end up providing a higher bid; however you will have a lot less surprises when the project starts. This is the company that understands how to properly plan and manage a project and to prepare for some of the "unknowns." Be sure to look beyond the price and truly weigh your options.
Don't get lost in the sea of messages. Keep these guidelines in mind to quickly determine the right candidate to complete work at your jobsite. Happy Hunting!
With almost 100 years of experience and knowledge we couldn't resist the opportunity to sit down with one of our trusted vendors, Amarillo Gear Company. We had the pleasure to discuss a 100 years of gearbox best practices from the Amarillo Company perspective. Here is what they had to say:
(COOLING TOWER DEPT, INC.)
The biggest gearbox failure that we tend to see from our customers is non proper lubrication of a gearbox. This leads to major maintenance issues and repairs. What recommendations does Amarillo Gear have towards gearbox best practices?
(AMARILLO GEAR COMPANY)
One of the contributing factors to shortened gearbox life is lack of maintenance of the gearbox in accordance with the manufacturer's requirements. For Amarillo Gear, our gears are designed and rated to AGMA standards so we also adopt their recommendations for proper maintenance of the gearbox and this includes periodic inspections for oil leaks and oil changes. Some customers opt to use our GSU, which is our gearbox service unit to periodically filter the oil. Use of this filter along with periodic sample testing can extend the time between oil changes and help the gearbox achieve maximum design life.
As Amarillo Gearbox specialists, why do you think gearbox lubrication, or lack thereof, is such a common issue?
We realize maintenance budgets are sometimes cut and some owners choose the "pay later" option by not spending a little to maintain the gearbox now. The minimal cost to maintain the gearbox now will reap bigger rewards by extending the gearbox life significantly.
Amarillo Gear Company has many years of experience dealing with gearboxes. Drawing from this experience, why is gearbox maintenance so important?
In the scope of the tower cost, the gearbox cost is minimal. However, lost production because a cooling tower is down due to a gearbox that was not properly maintained can cost the owner many times what a properly maintained gearbox costs.
What suggestions would Amarillo Gear have for implementing a successful gearbox maintenance strategy?
Follow the recommendations in the manufacturers published Operations and Maintenance manual for optimum gearbox life and reliability.
What other top gearbox issues do you see and what advice would you give?
The Amarillo Gear fan drive is one of the most reliable gearboxes designed and built today. Sometimes other gear manufacturers design and rate to lesser standards than AGMA. According to CTI STD 111, the gearbox should be properly sized to an AGMA Service Factor of 2.0 on the motor power. Gears not designed or rated to the AGMA standards for fan drives or sized to fan absorbed power generally have a significantly shorter service life, no matter the maintenance program.
What is the best general piece of advice that you would give to Amarillo Gear customers?
Buy only gearboxes properly designed for the application with a long track record of reliability. This will insure that the manufacturer has done their part and then properly maintain the gearbox for optimum reliability.
Tell us one fact that most people don't know about either Amarillo Gear Company or their Amarillo Gearboxes.
Some do not know that we still actually design and manufacture the gears that go inside the gearbox. Since it is the most critical component, it is paramount that we control its quality and design. This is unusual in that some manufacturers have turned to outsourcing this component or even the entire gearbox to cut costs. We are experts at gear design and it shows in the quality and reliability we provide.
Find How Your Cooling Tower Can Save or Cost You Energy
October
29
2015
Cooling tower costs giving you the heebie jeebies? Halloween is almost here, and many of us will go to a haunted house where we expect things to jump out at us because that's what we pay for! However, when planning for your 2016 cooling costs, startling situations like this should be kept to a minimum. Here are some tips for your cooling tower that can help you save energy, time and money.
WATER
Water flow and water quality are huge contributors to either saving or costing you money. Analyzing how to increase your cooling tower capacity will help improve energy usage and lower cooling costs. To maximize cooling tower capacity there are three things to determine when it comes to water.
First your water flow rate (calculated as gallons per minute or GPM's) should be operating at maximum performance.
Second, to be able to maximize your water flow rate your cooling tower basin and water distribution systems need to be as clean as possible and free from debris. Dirt and debris filled water will clog nozzles, contribute to fill build up and slow the water rate down.
Third, when parts get clogged water will not be evenly distributed thus disrupting the heat transfer process which lowers the cooling capacity and leads to higher costs in energy use.
Save some time and energy yourself by calculating your water usage for your cooling tower so you can quickly determine where capacity improvements can be made.
DRIFT
Drift is another performance issue that needs to be watched closely. Drift is the water lost from your cooling tower due to evaporation through your drift eliminators. The drift rate is calculated as a percentage of the amount of circulating water being lost, measured as pounds of water per million pounds of exhaust air. When water gets lost through the air stream that passes through your drift eliminators of your cooling tower, it is lost forever. Too much water loss means that your drift rate is high and this affects your tower performance. Your tower will require more water to operate instead of keeping the maximum amount of water possible inside of your cooling tower to recirculate and maintain cooling capacity. Calculating your drift rate is important in determining if your drift rate is too high. The amount of acceptable drift loss can vary depending on weather and geographical location however the average drift rate is .002% but a drift rate of .0005% can be achieved. To do so, speak with a cooling tower expert has there are multiple variables to consider in helping you achieve a .0005% drift rate. Also, replace any cracked or brittle drift eliminators as quickly as possible to help achieve minimal drift loss. Need help determining your drift rate? Check out this article "What does Drift Rate Mean?" By Brentwood Industries and one of our trusted vendors.
MECHANICAL OPERATIONS
Your gearbox is the heart of your cooling tower, and without a properly functioning heart your cooling tower cannot operate at its peak performance. Your gearbox can make or break the total cost of energy, time and money. Because your gearbox operates all the mechanics of your cooling tower you must maintain oil lubrication and drive shaft alignment. If your gearbox is operating efficiently less energy will be exerted to operate your fan. Therefore the smoother your fan runs, the better your cooling capacity and the lower your cooling costs will be.
Maintaining your gearbox is fairly simple and does not take up much time compared to the down time and loss of revenue you may experience if your gearbox were to fail. To keep your gearbox happy be sure to always check and change your oil every 2500 hours or every 6 months. Also analyze your oil to determine the amount of water or other contaminations. Lastly check your drive shaft alignment. For detailed information on gearbox operations and maintenance, look at the Gearbox Handbook.
How do fan operations save you energy? When your fans run under minimal vibration and proper alignment you can gain higher fan speeds with less resistance. Higher fan speeds will increase the amount of air flow per square foot of a cross sectional area thereby aiding in your towers heat transfer performance. This increases overall cooling tower capacity thus saving energy. When checking fan performance it is important to determine if there is any fan vibration or decrease in speed performance.
The best way to stay aware of fan vibration issues is to monitor the fan with a vibration switch. The vibration switch is set up to shut the fan off in case of excessive vibration. These switches can be added to your tower for a very minimal cost. A vibration switch will save your maintenance team time and your organization money compared to the cost of failure which includes tower down time and likely mechanical and structural replacements.
To determine fan speed performance inspect the blade pitch, blade tracking, blade sweep, and fan imbalance. Lastly, check to see if there is any debris that may be causing issues. Use the fin fan check worksheet to help fix your system vibration issue.
In conclusion, the three simplest ways to determine if your tower is performing at maximum capacity is to first calculate your water flow rate and inspect your nozzles and water distribution system for clogging. Second, calculate your drift rate. Speak with a cooling tower expert who can help guide you in determining if your drift rate is too high based on the location of your cooling tower. A higher than average drift rate could also be due to cracked or brittle DE's. You will want to inspect your drift eliminators as well. Lastly, maintain your cooling tower mechanics (gearbox, fan, motor) to save energy and improve your cooling tower capacity and performance. Be sure to check your oil monthly and check fan vibrations. A couple of calculations and a little bit of proper maintenance will go a long way toward saving your cooling tower a lot of energy, and your business unnecessary time and money.
** The following is a combination of professional advice by Cooling Tower Depot, Inc. and CTI (the Cooling Technology Institute) for your cooling tower winter operations.
The Farmer's Almanac has released their predictions for the 2015-2016 winter season. If their formula for the upcoming winter is accurate, then just about anywhere east of the Mississippi is projected for a head on collision with Mother Nature. Despite where you live and work you must be prepared to operate your cooling tower under expected or unexpected winter conditions.
The first rule in preparing for Cooling Tower Winter Operations is, don't kid yourself. Winter is going to be very, very cold again this year. Let's accept the fact that we will be wearing ten layers of clothing, thus we can begin to prepare for it.
As we accept our fate, we recommend that a fall inspection of your cooling tower takes place. A fall inspection will help to identify any broken or clogged distribution headers, laterals and nozzles. This is important because if any of these are broken or clogged the water flow rate will be too low, thus causing localized ice buildup in areas of your tower and creating further damage.
If you have a COOLING TOWER DEPOT, INC. counterflow cooling tower you are in luck as we have specifically designed our towers to reduce icing problems during cold weather operation. For any cooling tower brand, cold weather operation should be taken into effect when the water temperatures fall below 55 degrees Fahrenheit. The first step in conducting winter operations is to protect the air inlet opening or louver area if installed. This is the only area in direct contact with entering air. The most effective way to protect the air inlet opening on any brand of cooling tower is to install tarpaulins on the windward side of the tower. Within a DEPOT brand tower, all other components are protected as long as the tower is supplied with substantial operating heat load.
Plant heat load should be maintained at the highest possible level. In addition, circulating water flow should also be maintained at the highest possible rate by operating all usable pumps. This is to ensure a full warm water wash of the internal components. It is important that distribution headers, laterals and nozzles are clean and intact to provide even water distribution over tower fill to help prevent icing. If no heat load is available, the circulating water should be bypassed directly to the cold water basin. If your tower is not equipped with a bypass capability then shut down your tower completely. See our Winter Shutdown Checklist to ensure a proper tower shutdown during winter.
While running your tower under winter operations, a visual inspection of the tower should be completed every 4 hours as long as the ambient temperature is in the rage of 20 - 40 degrees Fahrenheit. If the air temperature falls below 20 degrees it is recommended that a visual inspection be completed every 2 hours. Additionally, the cold return water temperature should also be monitored periodically and should NOT drop below 55 degrees Fahrenheit.
The most effective way to maintain cold water temperature to help control ice formation, is to regulate air flow. To regulate air flow fans can be cycled from full speed to half speed or be completely turned off. More specifically, if you have a two speed motor you can cycle from full speed to half speed or off as required. Variable frequency drives or hydraulic fan drives can complete the same full, half, or off cycles as a two speed but with greater flexibility. However, with multi-cell towers fan speed cycles should be alternated between cells. For example, if one cell is continuously running at full speed while the others are running at half speed or are off, the cell running at full speed is at high risk of ice formation and damage.
If your airflow regulations are not effectively preventing ice buildup, switch to reverse fan operations. Reverse mode should be monitored continuously and should only be used for severe ice buildup and with systems that are capable of this option. This option will help drive warmer air out through the louvers and melt any ice buildup. Be sure to familiarize yourself with the documentation provided by the motor starter and controls vendor for further information. As you shut the fans off from rotating in normal direction, allow at least 2 minutes before starting the reverse option. Additionally at this time, check your fan blades for any ice buildup. If your fan blades are free from ice buildup you can now begin reverse direction even if the fans are still wind milling in the forward direction. There will be very minimal torque applied to the mechanical system.
Only operate fans in reverse direction for a maximum of 20 -30 min. Realize that because the air flow is reversed there will be splash out through the air inlet or louver area of the tower. Once the reverse fan operation is complete, let the fan come to a complete stop before re-starting. Now with the fans shut off, flow water for 15 min to prevent ice buildup in the plenum area. Again, visually check the fan blades for ice buildup before starting back up in the normal or forward direction.
Lastly, any ice buildup on the perimeter columns or the bottom of the fill should be frequently monitored. If ice buildup becomes excessive, begin the shutdown procedure.Do not in any case try to physically remove or strip the framework of ice. Remember: melting will leave components in good condition where as physical removal of ice will generally cause more damage.
Expense or Investment? Part 1: Cooling Tower Gearbox Mechanical Systems Monitoring
December
3
2015
Are cooling tower upgrades truly worth the investment or do some serve as a flashy expense? Although it depends on your cooling needs, how will you determine the worth of upgrades? There are many types of cooling tower upgrades and in part one of our four part series we will uncover the details of common cooling tower gearbox upgrades and monitoring systems. It's time to understand your gearbox machinery investments compared to the risks of costly expenses towards your business.
Gearbox upgrades for failure prevention:
Oil level switch
What it does: This switch will automatically monitor your oil levels in your gearbox ensuring that your gearbox stays lubricated at all times, preventing gearbox failures.
What it can cost you without one: In a perfect world you can rely on your maintenance team to check the oil every month. However in reality your team can get busy, procrastinating oil checks by weeks or months. When gearbox lubrication levels become too low, a gearbox replacement is surly in your immediate future. As your gearbox is being replaced, you will also suffer from cooling tower downtime and performance loss.
Why have one? The result of having an oil level switch will minimize the expense of maintenance time and management. When oil levels are reduced to a catastrophic level, the switch will shut off your gearbox increasing your gearbox lifespan and preventing performance loss due to a gearbox failure.
Expense or investment? The oil level switch is a strong investment. This is a small, but important investment and can be installed on any unit for under $1,000 with labor.
Oil Filter
What it does: The oil filter aids gearbox oil filtration, disposing of harmful debris and moisture.
What it can cost you without one: Similarly to the oil level switch, the oil filter will also prevent a costly gearbox failure and minimize performance loss by maintaining the oil viscosity.
Who needs one? Any team that struggles to find the time for their maintenance team to change and analyze their gearbox oil. With the oil filter the viscosity of your oil doesn't need to be monitored as frequently, cutting down on your maintenance time, oil analysis costs, as well as reducing the risk of gearbox failure and performance loss.
Expense or investment? An oil filter is an Investment only when installed with a new gearbox, otherwise it can be costly to include it after initial installation. However, for under $1000 in cost we highly recommend adding it to your order if you are in the market for a new gearbox.
Oil sight glass
What it does: The sight glass device ensures your ability to visually monitor oil levels from outside of the fan stack.
What it can cost you without one: The risk of not visually monitoring your oil levels can lead to gearbox failure.
Why have one? This device is the simplest solution to prevent gearbox failure. It will allow you to visually monitor lubrication without completing lock down procedures and cell shutdowns. The oil sight glass will also provide the opportunity for your oil levels to be monitored before the oil level switch shuts down your gearbox.
Expense or investment? The oil sight glass is such a great investment that it comes standard on every DEPOT brand cooling tower. This is less than a $100 investment that will save you significant time, effort and performance costs.
Heater & thermostat
What it does: A gearbox heater and thermostat will assess the temperature of your oil so the oil doesn't burn out during hot seasonal temperatures.
What it can cost you without one: Any gearbox lubrication issues can lead to gearbox failure and a pricy mistake.
Who needs one? We highly recommend this feature to any one whom operates a cooling tower in warmer climates.
Expense or investment? An Investment for any tower operating in warmer climates. The Heater and Thermostat can be installed for under $1200 and must be installed with a new gearbox, otherwise the investment will not be applicable.
Oil pump
What it does: The oil pump will help pump oil to your gearbox, especially during reduced fan speed operations and will aid with proper gearbox lubrication.
Who needs one: Oil pumps are generally used with VFD's (Variable frequency drives) because VFD's allow for variable fan speed control. With the opportunity to run fans at any RPM variable, there is a risk that proper amounts of oil cannot get pumped through your gearbox. Thus, the oil pump aids in ensuring enough lubrication.
What it can cost you without one: By not obtaining an oil pump for your Variable Frequency Drive, you risk gearbox failure and performance loss.
Expense or investment? An oil pump is a highly recommended investment for VFD's.
Oil pressure switch
What it does: The oil pressure switch compliments the oil pump. You cannot operate the switch without having the oil pump. The oil pressure switch will monitor the discharge pressure of the oil pump. This ensures enough oil is flowing through the oil pump to lubricate your gearbox.
What it can cost you without one: The oil pressure switch significantly lowers the risk of poor lubrication of your gearbox, again aiding in gearbox failure prevention and avoiding costly shutdowns.
Who needs one? If you have a VFD (Variable Frequency drive) and have an oil pump, the oil pressure switch completes the package by ensuring that the oil pump is pumping enough oil to your gearbox, especially when fans operate at slower speeds.
Expense or investment? If you already have an oil pump and are utilizing a VFD, then the oil pressure switch becomes an investment. Your investment comes into play when you're your fans are run at low speeds. Example: during the cold weather months you may allow your fans to operate at low speeds to optimize your tower's energy efficiency. During this time, the oil pump my not have enough pressure to supply your gearbox with enough lubrication causing low oil levels that lead to a costly gearbox failure. Thus if you do not have the oil pressure switch to shut off your gearbox, failure is imminent.
Low speed option
What it does: Having a low speed gearbox option is important to aid in slinging the oil into the upper bearings of your gearbox when the motor is running slower than 450 RPM's. The low speed option is only for single reduction gearboxes, but imperative for VFD applications.
Why this is important: This addition allows for no minimum input speeds allowing you operate your gearbox as slow as you wish. Having control over variable speeds may help in optimizing the efficiency of your tower.
Expense or investment? If you have a VFD motor running your single reduction gearbox, the low speed option is a perfect investment for optimizing efficiency and performance when your tower needs to operate at low speeds. The low speed option can be added at any time by your manufacturer.
GSU
What it does: A GSU (Gearbox Service Unit) will allow your maintenance team to less frequently complete gearbox oil maintenance. The GSU checks and monitors your oil levels and oil viscosity, as well as change, filter and analyze your oil all in one step.
Why have one? With a GSU you do not have to physically complete any oil maintenance and removes maintenance costs such as lab tests to analyze your oil.
Expense or investment? The GSU provides the lowest risk option for gearbox failure but does have a higher initial Investment than any of the previous options. However over time the GSU can provide a large return as it significantly cuts all other maintenance costs plus optimizes the production of your tower by eliminating the risk of gearbox failure and performance loss. Additionally the GSU will increase the lifespan of your gearbox allowing you to maintain optimal cooling performance.
If you're going to consider a gearbox investment, we personally recommend installing an oil sight glass if you have not already received an install automatically by our team. This is the best investment that you can make for the low cost of $100. However this option still requires visual monthly oil checks. If those monthly oil checks become difficult for your team to find the time to complete, other top investment considerations would be the oil level switch and oil filter. Don't waste precious time and automate your oil viscosity and oil levels to prevent and alert you of pending gearbox failure. Lastly, if ZERO gearbox maintenance sounds like a world you want to live in, we suggest investing in the GSU. A GSU may likely be a future investment consideration as it is has the highest initial cost, but will return the largest gains in production, performance and lifetime maintenance costs for your gearbox.
Need some help determining the right gearbox upgrade for your business that will provide the greatest return?
10 Energy and Performance Improvements to Make in 2016
December
15
2015
Preparing for 2016 cooling tower operations and performance? Start the new year off right and consider these top 10 energy improvements that you can make in 2016 to optimize your cooling tower energy consumption and efficiency all year long.
WATER QUALITY:
What is the largest makeup of a cooling tower that is imperative to its function? Water! Many focus on parts, structure and mechanics of a cooling tower to improve cooling efficiency, however water management is just as important. Cooling tower energy savings begins with improving your cooling system by managing your water quality. Maintain your water quality and improve energy by keeping water free from debris, dirt, microbes and high salt concentrations which leads to scale, corrosion, and biological fouling that clog nozzles and fill. To maintain water quality, it can be recommended to manage a water treatment plan. Implementing a water treatment plan will help you to identify copper leaching (in wood structures only), as well as develop an implementation strategy for bio-control and corrosion inhibitors.
WATER USAGE & CONSUMPTION:
The next step is to manage your water consumption. The quality of water will aid in improving water flow rate, which in turn affects your tower's water usage. Complete an analysis of your current water consumption by calculating your water usage. You can use our water calculator tool to do this. Once you understand how much water your tower is using, you can start making adjustments to improve your cooling tower water consumption.
CONTROLLING TOTAL DISSOLVED SOLIDS (TDS) WITH BLOWDOWN / MAKE-UP:
Cooling tower blow down is important in helping to maintain your plants pre-determined allowable TDS concentrates in your water system. To help control TDS concentrates, clean water or make up must periodically be re-introduced into your cooling system to lower the TDS concentrate. Blowdown is a necessary action to complete and will help maintain water quality and aid in reducing scale build up on parts like nozzles, fill, and DE's. For this reason, blowdown will aid in improving cooling tower performance and efficiency. Learn more about cooling water chemistry and controlling cooling water cycles.
CONTROLLING WATER TEMPERATURE:
Being able to control your cold water temperature or wet bulb temperature means understanding how to properly control air flow and fan speeds. For example, if your plant needs to maintain a maximum of 70 degree cold water temperature, but the air temperature outside is cooler, then fans can be cycled and the energy output controlled (dependent on what type of gearbox you have) to help save energy.
UTILIZE VFD'S (VARIABLE FREQUENCY DRIVES):
Variable frequency drives (VFD's) allow for optimal cooling tower performance and energy efficiency. VFD's allow for the best optimal performance because VFD's can run fans at any speed. This allows for specific air control and optimized energy outputs. For example: Especially during extreme hot or cold months, VFD's aid in energy savings by allowing the operator to run each cell at a different speed. This optimizes performance by controlling air flow and leads to significant energy efficiencies.
CHECK FAN BLADE PITCH:
Checking your fan blade pitch is another energy savings tip. Your fan pitch can help increase the amount of air flow, allowing for increased performance, and less energy usage. Learn how to step by step, check and change fan pitch for your cooling tower.
CHECK & REPAIR PARTS (NOZZLES, FILL, DRIFT ELIMINATORS):
Ensuring that your cooling tower nozzles, fill, and drift eliminators (DE's) are all repaired and in good working condition is also essential to cooling tower efficiency and performance. Clogged nozzles, fouled fill or broken DE's will inhibit the heat transfer process by affecting the water distribution and efficiency of your cooling tower water usage.
CLEAN BASIN SCREENS (counterflow):
To remove the risk of debris re-circulating through out your tower and clogging your nozzles or fill, it is important to keep your basin screens clean. To clean your basin screens, you must first pull them out one at a time, usually by crane. Then you can pressure wash the screens (one at a time) to remove the debris preventing further damage and performance issues.
USE CORRECT WINTER OPERATING PROCEDURES:
By following proper cooling tower winter operating procedures, you can save energy, maintain performance and tower integrity throughout harsh winter months. By minimizing winter damage and performance issues, your tower will be better prepared for spring and summer operations. Being able to control and minimize cooling tower risks throughout the winter will lead to less costly damage, water, and energy issues.
MONITORING SYSTEMS AND TOWER UPGRADES
There are many cooling tower systems and upgrades that will aid in increased performance and can save you from failures that will cost a lot of money. Begin our 4 part series which discusses the investments of specific cooling tower upgrades and monitoring systems that help in failure prevention and lead to un-interrupted performance strategies with minimized performance risks.
Expense or Investment? Part 2: Cooling Tower Fan Mechanical Systems Monitoring
January
6
2016
There are many types of cooling tower upgrades, and part two of our four part series will uncover the details of common cooling tower fan upgrades and monitoring systems to help you understand if your machinery upgrade is an investment verses an expense towards your business.
Fan Upgrades:
Vibration switches
What it does: A fan vibration switch will monitor your fan vibrations, shutting the fan down if excessive vibration were to take place. This will eliminate all risk of a catastrophic mechanical failure.
Why have one? Excessive fan vibration can occur at any time if not monitored closely. The risk of fan vibration can be detrimental to your cooling tower mechanics and cooling performance. It can cause damage to your fan, fan stack, gearbox, and driveshaft and in some cases your structure.
Expense or investment? Vibration switches are highly recommended and for under $500 they can be easily installed onsite. This upgrade prevents expensive mechanical failure, cell shut downs and significant performance loss.
Non-reverse adder
What it does: The non-reverse adder will prevent your fan from wind milling in the reverse direction. Wind milling can cause serious damage to your gearbox and driveshaft at start up.
What it can cost you without one: You run the risk of a broken gearbox and/or drive shaft that will once again, lead to shutdowns and performance loss.
Who needs one? Plants operating in warmer climates are recommend to install the non-reverse adder, minimizing the risk of damage caused by wind milling.
Expense or investment? A non-reverse adder is a good investment for those operating under warm weather conditions. It can be installed onsite and is a simple installation process for under $3,000 including material and labor. However, this is not an ideal investment for cold climate operations where de-icing procedures take place.
Braking assembly
What it does: This assembly acts as a lock out tag out procedure to stop fan rotation at 100%. It is assembled outside, instead of inside the fan stack for safer and easier access.
Who needs one? A braking assembly is for anyone that has a concern for their team's safety. It is by far the safest option that eliminates all risk of your fans rotating while any maintenance or repair work is being completed in that section of the tower.
Expense or investment? A breaking assembly is such an important safety feature that it should be a non-negotiable investment. A $5,000 investment, including mounting and assembly, is a small price to pay compared to the cost of someone's life or bodily injury. For this reason the assembly can provide the largest return on investment.
** When considering assemblies, the type of assembly you get is very important. There are electronic and manual assemblies. With an electronic assembly, it will only function when electricity continues to be supplied to your tower. If the power is required to be shut off or in the case of a power outage, the mechanical assembly is recommended. This assembly will still stop your fans 100% even if no power is being supplied to your tower.
Leading edge protection for fan blades
What it does: The leading edge protection will significantly improve the longevity of your fans by protecting your fan blades from harsh environmental conditions.
Why have them? The leading edge protection is especially useful if your cooling tower operates under salt water conditions or has high chemical contaminates in the water supply. Salt or chemicals within the water will deteriorate fan blades at an increased rate thus causing damage quickly and costing you more money, faster.
Expense or investment? A new fan can cost upwards of $50,000 plus performance loss due to cell shutdowns while repairing damaged fans. We consider leading edge protection to be an important investment for cooling towers that operate with high chemical contaminates or salt concentrations within the water system. We recommend installing the leading edge protection with a new unit, but can also be installed onsite for around a $3,000 total investment.
Upgraded fan clamps & hardware
What it does: Upgraded fan clamps are simply made of a stronger material that maintains its condition longer under saltwater conditions or increased chemical contamination.
Who needs this? All plants that operate under salt water or high chemical contaminates within their water supply. If you struggle with longevity and deterioration of your cooling tower components, you should consider this type of upgrade.
Expense or investment? This upgrade may seem more costly to you unless your cooling tower is operating under the above conditions. Similarly with your fans, the salt and chemicals in the water will deteriorate traditional hardware material much quicker.
VFD's
What it does: VFD (Variable Frequency Drive) allows your fans to run at any speed you see fit to optimize energy efficiency and performance.
Why have one? VFD's aid in controlling the water temperature which becomes an issue during cold weather months.
Expense or investment? VFD's are an investment, especially in colder climates, as they help in energy efficiency. For example during cold weather months a VFD will allow you to control a multi cell tower by controlling different fan speeds per each cell. Additionally, a VFD will allow precise control of water temperature in a single cell to aid in increased efficiency.
Expense or Investment? Part 3: Cooling Tower Fill Engineered Designs
January
28
2016
Even though Fill doesn't have accessory upgrades compared to that of your gearbox and fans, there are still many different types of fill and a variety of applications that affect your cooling tower performance and cost. So what's fill got to do with cooling tower expenses and investments? Quite a bit actually, let's review:
Types of Fill:
Counterflow:
Cross Corrugated Film Fill
Cross Corrugation Engineering: Cross corrugated fill was first developed in the 60's by Carl Munters. Cross corrugation was the first design to differentiate from the splash fill design and cater to a new market: package and HVAC cooling towers. A cross corrugation design means that the fill sheets are constructed and placed at alternating angles. This engineering construction amplifies water and air distribution that allows for a more effective and efficient thermal performance.
Effects on performance: This type of fill is highly efficient because the cross engineered construction spreads the water flow over a greater area with each path the water takes. Additionally, the cross corrugation design has a small pack height, utilizing less space and less material compared to that of its predecessor, splash fill. These elements allow the cross corrugation fill to be more cost effective and maintain a higher thermal performance than other fill types. Additionally cross corrugated fill is easier to install and to repair, saving you even more time and energy.
When to invest in this type of fill: This type of fill is recommended for use in package cooling towers or HVAC cooling towers that utilize very clean water. The one downfall of cross corrugation is that it clogs very easily when placed in cooling towers that operate utilizing water that contains a high amount of dirt and debris.
Low Fouling: Vertical Film Fill
Vertical Film Fill Engineering: Vertically fluted film fill means that each fill sheet runs vertically, allowing for water and air to pass through at a higher velocity. This will decrease fouling and clogging issues in cooling towers that operate using a very low quality of water.
Effects on performance: Vertically fluted film fill design creates an anti-fouling environment that wards off clogging and water distribution issues that inhibit cooling performance. Although vertically fluted film fill won't clog as easily as cross corrugated fill, it does maintain a lower thermal performance because the water and air streams are not amplified throughout the fill area.
When to invest in this type of fill: This type of fill is recommended for large industrial plants that operate with a very low quality of water. Even though thermal performance with the vertical film fill is lower, it will maintain a longer lifespan, minimize maintenance costs and maintain its expected cooling performance. This makes vertical film fill a very economical and effective choice for many industrial plants.
Low Fouling: Offset Film Fill
Offset Film Fill Engineering: Offset film fill is a combination of corrugated and vertical fill. It is constructed with 6 inches of vertical and 6 inches of cross corrugated fill.
Effects on performance: Offset fill enhances the performance of your counterflow tower by combining the features of low fouling from the vertical fill with the optimized water and air distribution of the cross corrugated design.
When to invest in this type of fill: Offset fill is generally used in cooling tower applications that maintain an average water quality within industrial spaces such as power, oil & gas, steel, chemical etc.
Splash Fill
CF Splash Fill Engineering: Counterflow splash fill is designed to promote the same concept of the droplet theory as the crossflow splash fill (referenced in the next section). Both are engineered to continuously break apart water droplets as the water falls over each fill layer. This provides greater exposure to the cool air within the tower. However, because of different configurations with regards to the air flow, crossflow and counterflow splash fill are designed differently to cater to each thermal engineering process.
Effects on performance: Each time water droplets are broken apart into smaller droplets, the water can be quickly and efficiently cooled to increase performance.
When to invest in this type of fill: Counterflow splash fill returns the greatest performance under industrial applications that utilize a very low quality of water. For example, splash fill is generally recommended for Industrial plants that utilize dirty water from the start, such as power plants running their tower off river water. Second, splash fill is common when a plants water system becomes filled with dirt or debris because of their own processes. Common industries that invest in CF splash fill include, but are not limited to: Paper mills, power plants, refineries, steel mills and sugar mills.
Crossflow:
Crossflow splash fill
XF Splash Fill Engineering: Splash fill is designed to implement the droplet theory. The droplet theory is the process in which water droplets continuously break apart to be re-exposed to the cool air. To do this, splash fill is placed every 4-8 inches in alternating rows to allow water to "splash" or continuously break apart into smaller droplets each time it hits the fill bar below it.
Effects on performance: Water can be more effectively cooled when water droplets are continuously broken up and thus optimizing the heat transfer process. Splash fill is not only effective in the heat transfer process, but is also easily replaced and cost effective.
When to invest in this type of fill: This type of fill is mostly utilized in large industrial plants with a need for larger constructed cooling towers. Splash fill is not space effective, requiring many layers of fill that in some cases can be 30 feet tall. However in large industrial cooling tower applications, splash fill is a good choice to optimize the performance of your cooling tower.
Crossflow film fill (herringbone | cross corrugated)
Herringbone Fill Engineering: Crossflow film fill is engineered to distribute water evenly across the fill area. As water enters the fill surface it cascades, zig zagging through the fill as a very thin sheet of water, increasing thermal performance.
Effects on performance: The crossflow film fill design is effective in distributing water evenly over a larger area of the fill. This maximizes air and water flow for proper cooling performance. The herring bone design also allows for integrated inlet louvers and drift eliminators to further increase cooling tower performance.
When to invest in this type of fill: This type of fill is generally utilized in smaller package crossflow towers or HVAC towers when the cooling tower is utilizing a good quality of water.
Now that you know the main types of fill that are available to you, even each of these fill types can have design variations to help customize your thermal performance needs. Talk to a fill expert about choosing the right fill for your needs or browse and compare your options within our online warehouse.
5 Spring Tips That Translate into a Summer of Successful Cooling
February
17
2016
Spring is probably the most important time of year for mechanical and structural operations within an Industrial Plant. Extreme weather changes require us to pay close attention to the systems and processes that we manage. This especially includes your cooling tower. As the world around us begins to come to life again, your cooling tower also needs certain reinforcements during the spring time to be able to battle the summer heat at maximum cooling capacity. Here are our recommended spring tips for your cooling tower operations:
Find the right vendor. There is one big reason to choose a vendor: PRICE! However, there are many reasons to not choose a vendor beyond the provided inspection quote. Here are 4 benefits that we offer, that we also recommend across the board:
Your vendor should be able to provide a qualified and current contractor's license.
A VERY detailed and thorough inspection report should be provided. This includes a written report with photos.
Experience!
Having the resources to complete, back, and follow up the work that they complete. As Professionals, your vendor should be able to complete inspections timely, accurately and can provide a PM plan or schedule per your request.
Complete a Thorough Inspection. Have a detailed inspection report completed, recorded and analyzed so that your cooling tower is ready to operate at peak efficiency.
Save Money With a Little Organization. After your completed inspection, put together a list what parts and materials you need and how many. Be sure this list is as complete as you can make it. Then compare vendors and order as soon as possible. Requesting replacement parts and materials at the last minute can significantly cost you in expedited shipping, stock & availability or in some cases processing as a non-bulk order will cost you.
Complete a Basin Cleaning. Once you have replaced, repaired or upgraded any materials and parts based on your inspection report, ensure that clogging and other damaging high water chemical concentrations that reside within your water system are cleaned out. This will keep those brand new investments lasting longer than just through the summer.
Have a Preventative Maintenance Plan, or at least a PM schedule. Ask your vendor to put one together for you. This way, just the same as your vehicle, you know exactly when certain parts, materials or mechanicals you need to check up on before a catastrophic failure occurs.
Expense or Investment? Part 4: Cooling Tower Structural Upgrades
March
14
2016
In this last series we will evaluate some of the major engineering and structural upgrades for your cooling tower. We will determine which structural upgrades are worth the investment to maximize the lifespan and cooling capacity of your cooling tower over time.
Structure Upgrades:
FRP - Fiberglass Structure:
What it does: FRP or Fiber Reinforced Polymer is a composite material that is engineered to be stronger, more reliable and resilient and requires almost no maintenance or up keep.
Importance: A fiberglass constructed cooling tower can last more than 30 years and withstand extreme weather as well as biological and chemical attacks attributed to low water quality.
Recommendations: Expense or Investment? An FRP structure certainly has a greater initial cost, however let"s compare how this investment will save money and time over the next 30 plus years.
Lower maintenance costs and upkeep
Resilience to varying weather conditions
No need to worry about wood rot
No need to worry about biological or chemical attacks on your structure
If an initial cost can be made to invest in the lifespan of your cooling tower, an FRP structure is a very high investment for your business.
Fire Protection and Lightening Protection:
What it does:
A) Cooling tower fire protection consists of a sprinkler system that operates when heat sensitive glass bulbs burst at a temperature threshold. This triggers a flush of water to be pumped through the sprinkler system within the fire area.
B) Lightening Protection consists of copper rods that conduct and root the electricity from a lightning strike towards the ground. This is something that is always implemented on cooling towers within our market.
Importance:
A) Depending on the maintenance care at your facility, fire protection is used most commonly in high risk fire situations such as when a gearbox is running on low oil or if a motor catches fire.
B) Lightning protection will act as a safe guard against the risk of a fire from a lightning storm.
Recommendations: Expense or Investment?
A) A Fire Protection System is a great safety precaution if you have a wood constructed cooling tower and your budget can cover the additional upgrade alongside of the lightening protection system.
B) Lightening protection is always an investment and extremely common within many areas of a facility, not just cooling towers.
Plume Abatement Additions
What it does: Your Plume Abatement addition will significantly reduce the visible plume from the top of your cooling tower.
Importance: Plume becomes a major concern especially in winter months when water reaches its dew point, thus becoming visible. Visible plume can become a safety issue if a cooling tower is close to any roads. Visible plume causes decreased visibility and black ice for unsuspecting drivers. Additionally, plume during cold weather becomes a problem for your facility when wind carries the plume from the fan stacks and descends. This descending moisture will form ice that is detrimental to other plant machinery and systems.
Recommendations: Expense or Investment? A Plume Abatement addition is most effective in seasonal climates effected by cooler weather. Plume abatement is a recommended investment and may be required by your local city or county if plume effects local roads and communities.
Hold Down & Upgraded Hardware for Hurricane, Tornado or High Wind Weather
What it does: Hold down hardware will protect your tower from free spinning fan blades that can cause serious damage during high wind weather. Additionally, upgraded hardware will last longer and maintain its integrity despite extreme wind, rain and hail.
Importance: Mother Nature is not always kind. Thus it is important having hardware that won"t quickly deteriorate paired with a hold down system for extreme storms. This will prove to be an upgrade that will protect your tower and your budget.
Recommendations: Expense or Investment? We recommend this upgrade as an investment, especially for customers within the Midwest and Coastal areas that battle multiple severe storms on a yearly basis. Make sure your cooling tower is protected before hurricane and tornado season hits!
Hot Water Deck Covers (crossflow)
What it does: A hot water deck cover is a simple constructed roofing system that will protect your hot water deck and water distribution systems from organic matter and additional dirt or debris.
Importance: Protecting your hot water deck will protect your water distribution systems such as your nozzles, piping and water basins from significant clogging that will require increased maintenance, cleaning and cost towards your cooling tower upkeep and performance.
Recommendations: Expense or Investment? We recommend investing in a hot water deck cover especially for geographical areas that are sunny and humid. A hot water deck cover is a simple constructed addition that directly impacts your maintenance team and tower performance by decreasing maintenance up keep prolonging the life and performance of your water distribution systems.
Does Your Emergency Action Plan Include These Five Items?
March
30
2016
Spring is officially here and along with warm sunshine and blooming trees comes the ugliest sides of Mother Nature: High winds, hail, lightening, tornados, and hurricanes. Luckily, we can usually plan ahead for such weather.
However, before the storm hits, complete these five tasks plus whatever it is you do for good luck! These five actions just might save your cooling tower and the budget from total disaster.
Be certain the FAN STACK hold down hardware including the hurricane bolts are installed and tight. In need of hold down hardware? Find it here.
Shut down motors before locking fan blades to ensure fan blades do not spin while locking procedures are taking place.
After the motor shut down, then ensure fan blades are locked to prevent spinning in either direction. This will additionally protect your structure, supports and other mechanical equipment from free spinning fan damage.
Check Fan Stacks and all rotating equipment after the storm and prior to returning to standard operation. Additionally, know where to turn if repairing tower damage is needed so that your operations are up and running as quickly and efficiently as possible.
Periodic Maintenance Checklist For Your Cooling Tower
April
20
2016
Well maintained cooling tower equipment gives the best operating results and minimizes maintenance cost.
Be sure to set up a regular inspection schedule and a continuous lubrication and maintenance record for the
cooling tower to ensure effective operation. We recommend that you periodically complete the following
preventative maintenance practices
Hot Water Distribution
The distribution nozzles should be checked monthly for partial or total
blockage. Note any plugged nozzles by location, shut off water, remove plugged nozzles, re-open valve to
the cell to flush the system, then replace nozzles and return to normal operation. The nozzles must be kept
in place to assure proper water distribution.
Tower Framework
Keep external framework bolts tight, including stairway, ladder, handrail bolts, etc.
Pay particular attention to bolts in the mechanical equipment supports. Do not retighten structure bolts during
shutdown periods on wood towers as the wood will shrink as it becomes dry and swell once tower is operating. Do
not over tighten bolts as to deflect or crack material.
Drive Shaft
Check drive shaft alignment and condition of couplings every six months. See Drive Shaft
Service Manual (Appendix C), for correcting misalignment, balancing or replacing parts.
Electric Motor
Lubricate and maintain each electric motor in accordance with the manufacturer's instructions
(Appendix C). If repair work is necessary, contact the nearest representative of the motor manufacturer.
Casing
The casing normally requires no particular maintenance. Any damage to the casing, besides causing
additional water losses, will result in an uncontrolled air intake, which may be detrimental to the thermal efficiency
of the tower. It is thus necessary to make the repairs as soon as possible.
Drift Eliminators
We recommend that the drift eliminators be kept clean by removing mosses, algae, or molds
that might accumulate on them. These accumulations increase the pressure loss through the drift eliminators and
therefore are detrimental to tower efficiency. If the drift eliminators are accidentally damaged, it is necessary
to make the repairs quickly to avoid excessive drift losses. It is not advisable to walk on the drift eliminators
without plywood planking to spread the load. If cleaning is required please contact CTD regarding cleaning procedure
as cleaning is dependent on drift eliminator type.
Fan
As a general rule, it is strongly recommended to check the torque of all bolts used for assembling
the various fan elements, such as blades and hubs, during the second month after a new tower is put into operation.
The torque shall be according to the value given in the operating instructions. It is advisable to check this at
least once a year. At this time it is also recommended that you check the pitch of each blade as well as the tracking.
Refer to the fan instructions that are enclosed in Appendix C.
Check fan blade weep holes periodically for blockage.
Do not climb on the blades or use them as scaffolding support or a working platform. The blades must be kept clean
in order to avoid unbalancing and vibrations that may give rise to deterioration of the rotating parts.
For the same reason, do not keep a fan operating when one or several blades have been accidentally damaged. In
case of vibration or motor shutdown due to electrical overload, check that the angle of the blades has not changed and
is identical for each blade.
Basin
The air going through the cooling tower deposits a certain amount of dust/dirt which settles in the basin
and causes the formation of a muddy deposit which must be regularly removed.
The frequency of this cleaning obviously depends on the quantity of dust contained in the air in the cooling tower.
In general, however, cleaning once a year is enough.
In the case where, besides the air dust, the operating conditions cause additional materials to settle, more frequent
cleaning will be required. Such additional material may enter the system either from the make-up water or by the
cooling process.
Fanstack
The fanstack is subjected to vibratory forces generated by the fan (they generally cannot be measured
without instruments). It is necessary to check the tightness of the fanstack bolts at least every six months.
Fill
The fill media should be inspected on a regular schedule based on the quality of the water that is
being circulated. The inspection should include the removal of a piece to determine if algae or mud is building up.
If algae growth is detected, please contact your water treatment company to control the problem. If the buildup is
significant, it may be necessary to remove the fill media and clean or replace it. Please contact CTD for assistance
should this become necessary. It is not advisable to walk on the fill without plywood planking to spread the load.
The causes of deterioration of the fill are generally of the following nature:
Those attributable to the quality of water
Those attributable to deposits and water overloads (i.e. ice)
Those attributable to high water concentrations (broken pipes or nozzles)
resulting from a problem with the water distribution system
Gear Reducer
Make daily and monthly oil checks. Inspect internal parts during seasonal oil change. Check
vent line for blockage and clean out if necessary. A clear vent line is necessary for proper gear functionality.
Painting
Periodically clean and if necessary, recoat all metal parts subject to corrosion.
Once during every shift it is advisable to make a general inspection of the tower. It is recommended that:
Basin water level be checked
Gear box oil level be checked
Locate and check any suspect noise or vibration
A detailed logbook be kept for each cell. (To be supplied by purchaser)
If after installation, regular operation is delayed pending completion of plant construction or if there are
long idle periods between operating cycles, it is necessary to start the motor/gearbox/fan group every week for
a period of ten minutes to bring all inner parts of gearbox and the ball bearings into contact with the lubricant.
If the motor is not electrically connected, the rotation must be done manually.
When it comes to cooling tower maintenance we often discuss the repercussions the lack thereof can
have on your cooling tower performance and lifespan. However, have you considered how preventative
maintenance directly impacts you and your team's safety? Here are the three quick and easy areas to
maintain at all times to ensure everyone's safety.
Handrails and hardware:
Handrails, whether fiberglass (FRP) or wood,
can deteriorate. Wood deteriorates much more quickly and can be subject to rotting and splintering.
FRP is subject UV damage and requires a protective coating every 5-7 years. Inspect handrails for:
Proper height, at least 42" is recommended.
Deterioration: TIP: Old or damaged handrails can cause splitters if a person is using them.
Hardware is also very important to maintain.
Rotting wood or weakened FRP railing along with loose, stripped, or galvanized hardware can lead to
weakened safety rails, decking and ladders. One slip, trip, or stumble off balance without a strong
safety guard and serious injury can occur. Maintain hardware by:
Look for and tighten any and all loose hardware that may be deemed unsafe for use.
Replace any stripped or galvanized hardware immediately.
Ladders and anti-slip:
Ladders or stairs should always be strong, stable
and fitted with anti-slip treading, especially in climates that receive heavy rain, sleet, and snow.
Ladder handrails and stairs should be maintained by:
Examining all stairway and ladder tie backs to the tower both internally and externally.
Tie backs should be tight and of adequate consistency to prevent movement.
Look for missing or loose hardware.
Inspect all stairway treads and stringers for cracks.
Make sure your escape ladder has a safety chain or door to prevent someone from failing.
Fan Deck:
Fan decks, especially wood decks, are subject
to harsh weather conditions that eventually lead to delamination and rot. While there is not a whole
of maintenance involved with your fan deck, you should periodically watch for signs of:
rot
delamination
Loose Nails
Additionally look at your fan deck joists for pocket rot and cracks along bolt lines. All of these
can lead to tripping hazards and impair deck strength when teams are walking around on the deck,
completing maintenance. Deck integrity should be watched closely with every inspection.
When is it time to replace your fan deck?View this short slideshow to see images of
light, moderate and severe fan deck damage.
Cooling tower drift eliminators can sometimes take a back seat in many performance and maintenance plans.
We may tend to focus on components such as the gearbox, fans, fill media, or maintaining the water distribution
system. As we have discussed before, all of your cooling tower parts are connected.
Therefore maintenance and care of some components over others can be just as harmful to your cooling tower performance. Drift eliminators
greatly affect your cooling tower water usage and capacity. Below we will dive into what drift eliminators are,
how they function, why they are so important in maximizing cooling tower water usage and much more.
What is a drift eliminator and how does it work?
Let's begin by defining "Drift." Drift is the circulating water that is lost from your cooling tower.
Drift is measured in % of the circulating water rate or % of GPM (Gallons per Minute). Thus, a drift eliminator
(or "DE" for short) is engineered and designed to retain the circulating water inside of the tower.
This happens by "capturing" the water droplets trapped within the exhaust airstream. These captured
water droplets then cascade as a very thin layer down the drift eliminator walls and back into the wet section of
your cooling tower, thus being re-introduced to the thermal process. This is how it works:
Many factors can affect the drift of your cooling tower such as:
Material Construction:
Most drift eliminators are constructed of a PVC (polyvinyl chloride) or PP (polypropylene) plastic. Each type of plastic composite can have a different surface energy affecting DE performance.
Quality of DE panel installation
Now that we understand more about drift and how drift eliminators function, let's talk about the importance of drift rate.
What does drift rate mean?
Drift rate within the cooling tower industry is defined as a percentage which is determined by how effective
the drift eliminator is at reducing drift. In today's industry the lowest possible drift rate is .0005%
however many DE's are manufactured at a .002% - .001% drift rate. This range, even though it allows for
greater drift loss, is an industry acceptable percentage. However the higher you accept your cooling tower
drift rate to be, the more you should understand how your drift rate impacts cooling tower capacity and water usage.
Why maintain the lowest possible drift rate?
Reduces water loss and the need to introduce make up water. If less water is wasted then less water is being used therefore maintaining cooling tower capacity and reducing the need for make-up water.
Reduces fan blade leading edge erosion
Reduces other equipment erosion
Reduces Legionella
Reduces PM10 emissions
How can I calculate my drift rate?
At this point you may be curious to compare the difference of water lost between a .0005% drift rate and a .002% rate. In three steps you can calculate the water loss based on your drift eliminator's manufacturer determined drift rate. First, determine your entering water temp, exiting water temp, wet bulb temp, and circulating flow rate. For example these are some industry standards:
Entering Water Temp: 95°F
Exiting Water Temp: 85°F
Site Wetbulb Temp: 78°F
Circulating Flow Rate: 1,000 gpm
Second, take your (circulating flow rate) x (Drift rate/100) = Drift Loss (gal/m)
For example:
Drift Loss (gal/m) = 1000 gal/min x (0.0005/100) = 0.005 gal/min
Third, let's compare this to a drift rate of .002%. Using the above calculations, we would find
that there would be a drift loss of 1.2 gal/hr or a drift loss that is four times greater! That's a
lot of water to waste!
How can a drift rate of .0005% be maintained?
If you have recently purchased or have installed DE's with a .0005% drift rate,
how can you ensure that you have been maintaining this performance level? If you are not sure
these are some points to consider:
Keep DE's free from blockage and debris by maintaining water quality. The quality of your cooling tower water is the main factor in drift eliminator maintenance (as well as fill media and nozzles).
Maintain structural quality by checking for UV damage, cracking, clogging and the breakdown of the glue that holds the packs of drift eliminators together. Once pack glue breaks down, major drift loss occurs.
How do I know if I need to replace my DE's?
Complete a proper inspection to find out if your drift eliminators need to be replaced. During an inspection
your drift rate can be analyzed to determine if your DE's are maintaining performance. Furthermore a visual
indication of DE surface quality can be done to check color and durability. If your drift eliminators are grey in
color instead of black or are cracked, this suggests that UV damage is present causing your drift eliminators to
be brittle and leading to increased drift loss.
Getting the highest quality drift eliminator with the lowest possible drift rate is important to your
cooling tower capacity and water usage. So where do you turn to now? Search only the best drift eliminators
in the industry within our online cooling tower parts warehouse or give us a call for an expanded list of
DE brands and types to help you find the perfect drift eliminator technology for your cooling tower needs
and performance requirements.
Cooling Tower Fundamentals: Determine Cooling Tower Capacity and Size
June
2
2016
How is cooling tower capacity and size calculated? There are many factors that can
determine your cooling tower capacity and size requirements. These factors can be broken
down between three main fundamentals to consider when designing a cooling tower.
These fundamentals includes thermal design, project specifications, and structural design.
Each of these areas impact the decisions made in cooling tower capacity, size and design.
THERMAL DESIGN:
The first step in cooling tower design is to thermally size a cooling tower. This means
we determine how much cooling capacity is necessary at your facility. We determine the
right amount of capacity by determining thermal requirements such as:>/p>
Water Flow Rate: The quantity of hot water entering the tower measured in gallons per minute (GPM)
Heat Load: The amount of heat to be removed by the circulating water. Heat load directly affects the sizing of your cooling tower. If the heat load determination is not accurate, a tower size that is too small or too large could be selected for your facilities required specifications.
Hot and Cold Water Temperatures: The temperatures of circulating water entering the tower (hot) and exiting the tower (cold).
Wet Bulb Temperature: The temperature of ambient air around the cooling tower as measured with a web bulb thermometer. This is the lowest possible temperature to which water can be cooled.
Percentage of Relative Humidity: Is the measurement of saturated air in a percentage.
Cooling Tower Approach: Is the temperature difference between the cold water leaving the cooling tower and the wet-bulb temperature. Generally, as cooling tower size increases the approach will decrease and Vis versa.
Fresh Water VS Salt Water: Depending on the type of water your facility will use in the thermal process, this will affect the amount of total dissolved solids in the circulating water therefore causing an increase in the water's concentration.
Drift Rate: The type of drift eliminator you choose will be manufactured between a .001% drift loss and a .0005% drift loss. The percentage of drift lost from your cooling tower will affect the cooling capacity.
PROJECT SPECIFICATIONS:
Once your cooling capacity is determined, it's time to discuss individual project
specifications. At this point we ask what specific requirements or restrictive parameters
you might have. This includes
Any requirements for your total dissolved solids (g/kg)
If a certain amount of performance is required within space limitations.
Individual project requirements such as: Roof top construction, low noise requirements, plume abatement solutions, double wall construction, or water conservation.
STRUCTURAL DESIGN:
Lastly, after calculating your cooling tower capacity, size and understanding custom
project requirements, it is time to begin the design and engineering process to finalize
your cooling tower performance and budget needs. This third and final step is to incorporate
all of the environmental requirements into the structural design of your cooling tower. This includes:
The structural material that will be utilized: (type of Wood, FRP, or concrete)
Will the tower be constructed within a Fire zone or earthquake zone? Thus specific design solutions need to be considered such as site specific seismic analysis and design.
Concerns or requirements for water leaching
Geographical and site elevation
All of these specifications are a beginning base of knowledge to understand how cooling tower
capacity, size and design are evaluated and engineered. Now you can calculate, size, design and
price your own cooling tower with the DEPOT Design and Price Tool. Additionally we provide an
opportunity for you schedule a Lunch and Learn for your team where cooling tower capacity and
design requirements can be specifically discussed for your facilities operations.
Cooling Tower Water Treatment Basics: Bacteria and Microbes in your cooling tower
June
9
2016
Even if you cannot always see microorganisms, they are there. Microorganisms are not the most exciting topic nor are they very appealing; however it is important to understand the affects that bacteria, fungus and algae have on your cooling tower performance and maintenance strategy. Test your knowledge at the end to find out if you can correctly identify microorganism growth and how to treat or control it.
Most common types of microorganisms in your cooling tower:
Bacteria: Are microorganisms living within the water of your cooling tower.
Legionella. Is a form of bacteria that grows within the water system of a cooling tower causing Legionnaires Disease.
Fungi: A fungus is part of the plant family of organisms and is quickly reproduced by spores. Fungus grow in areas that lack sunlight. Mold & Yeast are two common fungus types in a cooling tower.
Algae: is thick and green in color. It is a biological growth that forms mostly in areas with sunlight, such as the cooling tower deck or a crossflow tower hot water basin.
How microorganisms accumulate in a cooling tower:
All Depot cooling towers are an open loop cooling system, which means that water and air come in direct contact with each other to complete the evaporative thermal process. Because of the open system design, microbes are being "scrubbed" from the air contributing to quicker biological growth. Additionally the source and quality of make-up water also contributes to increased amounts of microbes. The dirtier the water, the greater potential of biological growth. Maintaining water quality is one way to help control biological growth. Cooling towers within refineries, food processing plants, coal plants etc. where clean water is hard to come by should be on extra alert to microorganism growth.
What problems do these bacteria's cause in a cooling tower?
The various microorganisms within your cooling water system cause biological fouling or biofilm. Biofilm has a significant impact in decreasing cooling performance. Biofilm acts as an insulator counteracting the cooling process. Additionally, it interrupts even water distribution and water flow by clogging areas such as nozzles, fill media and drift eliminators. Biofilm also induces corrosion causing metals to galvanize like your gearboxes, motors, distribution piping and hardware.
Legionella becomes a serious issue when it is entrained within the water vapor that has exited or evaporated from the cooling tower. When this evaporated air is circulating the air around which a person is breathing, it causes a form of pneumonia or lung infection. Legionella is a serious health condition and is why cooling tower design, water treatment, temperature control and low drift are important in cooling tower operations.
Fungus compromises the structural integrity for your cooling tower by causing wood rot and layers of biofilm.
Algae growth also clogs your nozzles, affecting the first stage in the thermal process: Water distribution. Uneven water distribution will cause additional performance issues and damage throughout the rest of the water cycle.
How to test and treat cooling tower water systems:
There is more than one solution in keeping your water system free from microbes. It is important to first understand that certain organisms will grow depending on their environment and the PH balance of your water. Knowing exactly what biological growth is populating in your cooling tower is important to the water treatment program you choose. Different organisms require certain nutrients to grow, thus the wrong treatment applied to your water system could contribute to other microbiological growth instead of treating it. For example one type of treatment may kill algae, but increase the bacterial count.
Testing your water system:
There are many data points to test within your cooling system, each providing unique and important information to clearly paint the whole picture and correctly treat microorganisms in your water. For Example different tests need to be performed to identify Aerobic bacteria VS Anaerobic bacteria and free-floating microorganisms or organisms that are in the bulk water VS attached microorganisms or organisms that are attached to a surface. It is these attached microbes or sessile populations that are responsible for biofouling.
Treating your water:
Once organisms are tested for and identified by a lab, an antimicrobial treatment can be determined. Antimicrobial agents used in the cooling tower water system can be generally categorized into oxidizing and non-oxidizing. These oxidizing or non-oxidizing chemicals can be added to the water system to control biological fouling. These chemical treatments are commonly known as a biocide treatment; each with its pro's and con's and specified uses based on your organism population.
Time to test your knowledge!
Click the ? to check your answer
1) Growth within your cooling tower structure that causes wood rot is which microorganism?
Answer: Fungus
2) What microorganism needs sunlight to grow? What problems does this organism cause?
Answer: Algae.
Algae causes clogged nozzles affecting water distribution.
3) What bacteria causes health issues and what are the best ways to prevent this health concern?
Answer: Legionella.
Low drift rate, water temperature control and water treatment can help prevent legionella from occurring.
4) Biological fouling or biofilm causes clogged nozzles and fill. Biofilm also causes corrosion in ________, _________, ____________ and ____________.
Answer: Gearboxes, motors, distribution piping and hardware
5) True or False: Some water treatments can kill some microorganisms but implement the growth of others.
Answer: TRUE
6) What are the two groups of chemical treatments that can control biological fouling?
Answer: Oxidizing and non-oxidizing treatments
**Determining the right cooling tower water treatment program and chemicals can be complex and is unique to each system environment. Cooling Tower Depot does not provide water treatment services, thus we recommend discussing the implementation of any water treatment program with a water treatment specialist. Additionally, review the below resources for further and more detailed information about microorganisms, legionella and water treatment options.
Cooling Tower Depot® was at the Cooling Technology Institute's Winter Conference 2017, in New Orleans Louisiana. While we were there, we had the chance to get some great live interviews with our friends and vendors as well as listen in on one of the best CTI conferences yet
We took our phones and went live on Facebook. For those of you that missed it. Please check out the videos! Also if you get the chance, follow us on Facebook We'll be bringing you more live videos for training, interviews or just to meet some of the people here at Depot!
You can also subscribe to our YouTube Channel to keep up with our latest videos
Jim Willa's captivating speech on distribution at CTI's Winter Conference 2017
February
14
2017
Cooling Tower Depot® was at the Cooling Technology Institute's Winter Conference 2017, in New Orleans Louisiana. While we were there, Jim Willa gave an amazing speech about cooling tower performance loss and proper distribution requirements. We caught it live on facebook. Here is the recorded video.
Follow us on Facebook to catch live videos and tutorials.
You can also subscribe to our YouTube Channel to keep up with our latest videos
.
Cooling Tower Depot, Inc.® Achieves Major Milestone in 2016
February
20
2017
Cooling Tower Depot, Inc.® Achieves Major Milestone in 2016
Cooling Tower Depot's® group of companies have achieved cumulative sales/projects in excess of $1 Billion. This achievement was made possible due to the teamwork of our outstanding and dedicated personnel who have over 500 years combined experience in industrial cooling towers. With this vast experience, Cooling Tower Depot® can complete your project regardless of application. These projects include the project shown above, one of the largest mechanical draft cooling towers in North America.
Cooling Tower Depot® would like to take this opportunity to thank all of our clients and vendors. Without you we could not have created one of the worlds most innovative and technologically advanced cooling tower companies. We look forward to reaching our next billion in projects together!
Cooling Tower Depot is a leading cooling tower manufacturing company offering new cooling towers, major rebuilding and inspection services, and the industries only online store for new cooling towers. Please visit our online ecommerce store at www.CoolingTowerDepot.com, follow us on facebook Check out our YouTube Channel and visit us on LinkedIn
Sasol posted a Youtub Video with our 26 Cell Tower
June
8
2017
Cooling Tower Depot is very excited to see our tower in this video from Sasol.
Hurricane Preparedness for your cooling tower
September
7
2017
With the upcoming hurricane Irma and the recent hurricane Harvey, Cooling Tower Depot wanted to take a moment to offer some steps to help minimize the damage done to your cooling tower during a hurricane. Please watch our brief video for information.
Blast from the past!
October
16
2017
FLASHBACK!
Did you know that almost 30 years ago, Cooling Tower Depot personnel developed the first wood to pultruded fiberglass cooling tower. Just like back then, Cooling Tower Depot today is way ahead of it's time. Just look how the industry has changed.
Click on the brochure to check out an old Fiber-Last™ brochure and enjoy a trip down memory lane.
CTD is your source for Marley® FEP Parts
March
22
2019
Cooling Tower Depot®, your source for Marley® FEP cooling tower parts is honored to receive a High Volume Partner Award from SPX®. We look forward to providing the industry with all of their Marley® FEP cooling tower parts in the future!